免烧砖生产工艺的制作方法
本发明属于建筑材料,具体涉及一种免烧砖生产工艺。
背景技术:
1、在免烧砖领域,基于法国学者davidovits提出的土工聚合物技术,通过碱激发剂将原材料中的si、al激发成游离态,重组成非晶体各向异性的3d网络,从而将原材料转化为一种无机粘结剂材料进而制得较高强度的免烧砖;根据此原理,采用污泥作为原料制作免烧砖正在逐步走向产业化。
2、以污泥为原料制作免烧砖的过程中,在多种材料搅拌混合制作浆料时,需要充分的混合搅拌,长时间的高速混合搅拌会导致浆料温度升高,水分较多的消耗,搅拌时间越长水化反应越明显,浆料在搅拌至后期甚至趋于凝固而难以继续搅拌,较高的温度还会使砖体内出现裂缝导致产品强度降低;因此,为了防止温度过高,或者采用间歇性搅拌的方式防止温度明显升高;这就会导致搅拌时间延长,生产效率下降。当然,为了防止浆料温度升高而难以继续搅拌,也可不停机搅拌,然后补充过量的水,以防止浆料在搅拌至后期因水分丧失浆料趋于凝固而难以搅拌;但这会导致浆料品质不稳定或性能降低、品质难以把控,从而影响成品品质。
3、在投入使用前,需要对污泥进行前处理,污泥中常含有金属颗粒、大量有机质等,其中有机质会对免烧砖强度等产生影响,一般通过将污泥在500℃左右环境中进行氧化处理和烘干,以除去污泥中的有机质,同时进行干燥;污泥中的有机质长时间处于高温环境下,会产生二噁英等毒性较大的气体,而短时间的高温环境下有害气体的产生则相对少很多。
4、另外,常规工艺多是将浆料挤出后切块,养护干燥后制得成品,此类方法制成的免烧砖密度小,重量轻,强度低,孔隙多,砖体表面平整度差,砖体棱角处容易破损。
5、有鉴于此,有必要提供一种能够提高产品品质和生产效率的免烧砖生产工艺。
技术实现思路
1、本发明的目的是提供一种对环境影响小、生产效率高、产品性能好的免烧砖生产工艺。
2、为了解决上述技术问题,本发明公开了一种免烧砖生产工艺,包括如下步骤:
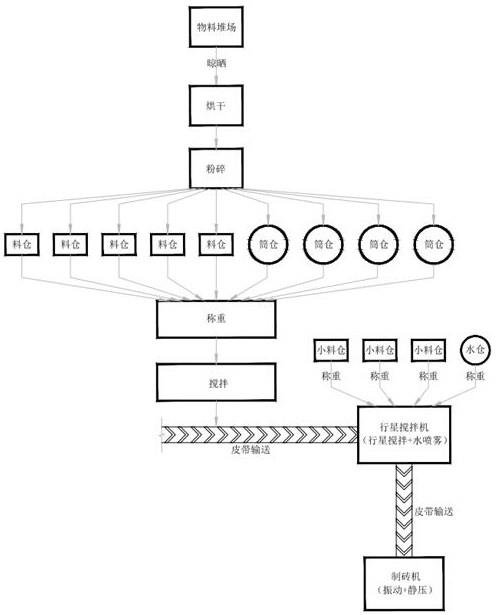
3、s1.物料堆场:将污泥放入钢结构塑料大棚内进行脱水晾晒;所述污泥包括印染污泥、污水厂污泥、河道污泥和农业污泥;
4、s2.烘干:脱水晾晒后的污泥在密封环境下加热至700℃或以上,以去除污泥中的有机质,加热时,采用带有打散链条的大型滚筒污泥烘干机将污泥打散烘干,以使污泥中的有机质去除更为充分;
5、s3.粉碎过筛:烘干后的污泥经粉碎机粉碎后,过100-200目筛,除去其中的难以破碎的大颗粒,得到粉料;
6、s4.储料:将粉料存入储料装置内,不同来源污泥制得的粉料存入不同的储料装置;
7、s5.称重配料:将粉料、骨料、建筑渣土按配比称重;其中,骨料为平均直径0.8-1.2cm的碎石颗粒;
8、s6.干拌预混:将称重好的各原料不加水进行搅拌,得到预混料;
9、s7.制作浆料:预混料经皮带输送至搅拌机,采用喷雾方式对预混料加水;同时将多种小料投入预混料,搅拌得到含水量24-26%的浆料,其中,小料用于提高免烧砖的强度;
10、s8.制砖机模压制砖:浆料经皮带输送至制砖机,采用振动+静压方式进行模压制砖,模压压力1000-1500t;
11、s9.定型后进行保养和晾晒干燥,制得免烧砖。
12、优选地,s7中,制作浆料时,采用喷雾装置进行加水操作;预混料从皮带上落下时,呈抛物线落下;喷雾装置包括送料管,送料管连通输送预混料的皮带和搅拌机,送料管内为喷雾腔;送料管截面为矩形,送料管近皮带一侧为第一挡板,远离皮带一侧为第二挡板,第一挡板和第二挡板上部为与预混料从皮带上落下时的抛物线轨迹相适应的弧形板,第一挡板和第二挡板下部为直板,第一挡板和第二挡板内侧由上到下均匀设有多个喷雾嘴,处于直板上的喷雾嘴的喷水量由喷水量控制装置统一控制;喷雾腔内设有分料装置,分料装置的设置高度与弧形板和直板的交界处平齐;预混料全部落在分料装置上,分料装置将落在其上的预混料分成从分料装置两侧落下的两股;所述分料装置下方设有平行于直板的喷雾板,喷雾板两侧设有多个喷雾嘴,喷雾板处于两股预混料之间,两股预混料落下时,其中一股处于第一挡板和喷雾板之间,另一股处于喷雾板和第二挡板之间,预混料在下落过程中和喷雾嘴喷出的水充分混合。
13、优选地,所述喷雾板上的喷雾嘴的喷水量也由喷水量控制装置统一控制。
14、优选地,所述分料装置上设有压力感应器,压力感应器用于实时感应从皮带上落下的预混料的重量变化,压力感应器与喷水量控制装置信号连接,喷水量控制装置根据压力感应器监测到的重量变化控制喷雾嘴的喷水总量的增减。
15、优选地,所述压力感应器的常量为a,实时感应值为a1,喷水总量的常量为b,实时喷水量为b1,浆料含水量为c,b1=b+(a1-a)×c。
16、优选地,所述分料装置为一个倒置的v型板,v型板的顶部处于预混料在v型板落点范围的中线上。
17、优选地,所述分料装置为一个平行于第一挡板宽度方向设置的圆筒,圆筒的顶部处于预混料在圆辊落点范围的中线上。
18、优选地,s1中,钢结构大棚采用密封结构的负压大棚,钢结构大棚内设有除湿装置;钢结构塑料大棚内设有多个用于储存污泥的堆料槽。
19、优选地,所述储料装置包括料仓和筒仓;料仓来不及供料时由筒仓采用螺旋辊补充供料。
20、优选地,s7中,采用水仓为喷雾嘴供水;s3中,对粉碎后的污泥采用冷却装置进行冷却,冷却装置和除湿装置所回收的水补充到水仓中进行重复利用。
21、本发明的免烧砖生产工艺,至少具有以下优点:
22、1.物料的存储、加工均在密闭或负压环境下进行,粉尘和有害气体产生和排放少,对环境影响小,可有效避免污泥中的重金属对环境产生污染,符合可持续发展的低碳环保要求。
23、2.采用干拌预混,使主要原料在不加水前进行混合;采用喷雾加水,可使加水更加均匀;采用分料装置和喷雾板,对预混料的喷雾补水更加均匀高效;采用压力感应器对皮带上落下的来料重量进行实时检测,并根据重量变换适当调整补水量,使喷雾补水更加均匀高效;这些措施都对减少浆料搅拌时间起到了一定效果。
24、3.小料在喷雾补水阶段与预混料混合,使小料能在较短时间内与预混料混合均匀并参与反应。
25、4.振动+静压方式进行模压制砖,使得产品表面平整度更好,强度大,单轴抗压强度可达到30-70mpa,远超国标,并且由于密度高、孔隙少,砖体的棱角处也更不易被损坏,棱角分明,卖相佳。
26、5.采用700℃高温对污泥进行处理,可以起到快速烘干、去除有机质的效果,过筛后较细的粉料能更好的参与到土工聚合反应中,有利于保证砖体强度。
技术特征:
1.一种免烧砖生产工艺,其特征在于,包括如下步骤:
2.根据权利要求1所述的免烧砖生产工艺,其特征在于,s7中,制作浆料时,采用喷雾装置进行加水操作;预混料从皮带上落下时,呈抛物线落下;喷雾装置包括送料管,送料管连通输送预混料的皮带和搅拌机,送料管内为喷雾腔;送料管截面为矩形,送料管近皮带一侧为第一挡板,远离皮带一侧为第二挡板,第一挡板和第二挡板上部为与预混料从皮带上落下时的抛物线轨迹相适应的弧形板,第一挡板和第二挡板下部为直板,第一挡板和第二挡板内侧由上到下均匀设有多个喷雾嘴,处于直板上的喷雾嘴的喷水量由喷水量控制装置统一控制;喷雾腔内设有分料装置,分料装置的设置高度与弧形板和直板的交界处平齐;预混料全部落在分料装置上,分料装置将落在其上的预混料分成从分料装置两侧落下的两股;所述分料装置下方设有平行于直板的喷雾板,喷雾板两侧设有多个喷雾嘴,喷雾板处于两股预混料之间,两股预混料落下时,其中一股处于第一挡板和喷雾板之间,另一股处于喷雾板和第二挡板之间,预混料在下落过程中和喷雾嘴喷出的水充分混合。
3.根据权利要求2所述的免烧砖生产工艺,其特征在于,所述喷雾板上的喷雾嘴的喷水量也由喷水量控制装置统一控制。
4.根据权利要求2所述的免烧砖生产工艺,其特征在于,所述分料装置上设有压力感应器,压力感应器用于实时感应从皮带上落下的预混料的重量变化,压力感应器与喷水量控制装置信号连接,喷水量控制装置根据压力感应器监测到的重量变化控制喷雾嘴的喷水总量的增减。
5.根据权利要求4所述的免烧砖生产工艺,其特征在于,所述压力感应器的常量为a,实时感应值为a1,喷水总量的常量为b,实时喷水量为b1,浆料含水量为c,b1=b+(a1-a)×c。
6.根据权利要求2所述的免烧砖生产工艺,其特征在于,所述分料装置为一个倒置的v型板,v型板的顶部处于预混料在v型板落点范围的中线上。
7.根据权利要求2所述的免烧砖生产工艺,其特征在于,所述分料装置为一个平行于第一挡板宽度方向设置的圆筒,圆筒的顶部处于预混料在圆辊落点范围的中线上。
8.根据权利要求1所述的免烧砖生产工艺,其特征在于,s1中,钢结构大棚采用密封结构的负压大棚,钢结构大棚内设有除湿装置;钢结构塑料大棚内设有多个用于储存污泥的堆料槽。
9.根据权利要求1所述的免烧砖生产工艺,其特征在于,所述储料装置包括料仓和筒仓;料仓来不及供料时由筒仓采用螺旋辊补充供料。
10.根据权利要求1所述的免烧砖生产工艺,其特征在于,s7中,采用水仓为喷雾嘴供水;s3中,对粉碎后的污泥采用冷却装置进行冷却,冷却装置和除湿装置所回收的水补充到水仓中进行重复利用。
技术总结
本发明属于建筑材料技术领域,涉及一种免烧砖生产工艺,经过物料堆场、烘干、粉碎过筛、储料、称重配料、干拌预混、制作浆料、制砖机模压制砖,然后再经保养和晾晒干燥,制得免烧砖,在烘干时采用高温去除污泥中有机质;制作浆料时,预混料经皮带输送至搅拌机,采用喷雾方式对预混料加水;同时将多种小料投入预混料,搅拌得到含水量24‑26%的浆料;制砖机模压制砖时,浆料经皮带输送至制砖机,采用振动+静压方式进行模压制砖;本发明的免烧砖生产工艺,对环境影响小、搅拌时间短、生产效率高,产品强度大,密度高,平整度好,卖相佳。
技术研发人员:朱晓辉,任鑫
受保护的技术使用者:新华盛节能科技股份有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!