一种陶瓷靶材生产加工用铸型设备的制作方法
本技术涉及靶材生产设备领域,特别涉及一种陶瓷靶材生产加工用铸型设备。
背景技术:
1、在陶瓷靶材的生产制造时通常需要铸型,而现有的陶瓷靶材铸造成型后,需要将对模具进行脱模,而将陶瓷靶材取出,而脱模时需要人工将各个模具板块逐个拆卸,再将陶瓷靶材成型件取出,而且在成型时仍需要由人工将各个模具板块重新进行安装组合故而增加了脱模的工作难度,延长工作时间,降低了效率,影响了产量。
技术实现思路
1、本实用新型的目的在于提供一种陶瓷靶材生产加工用铸型设备,以解决上述背景技术中提出的问题。
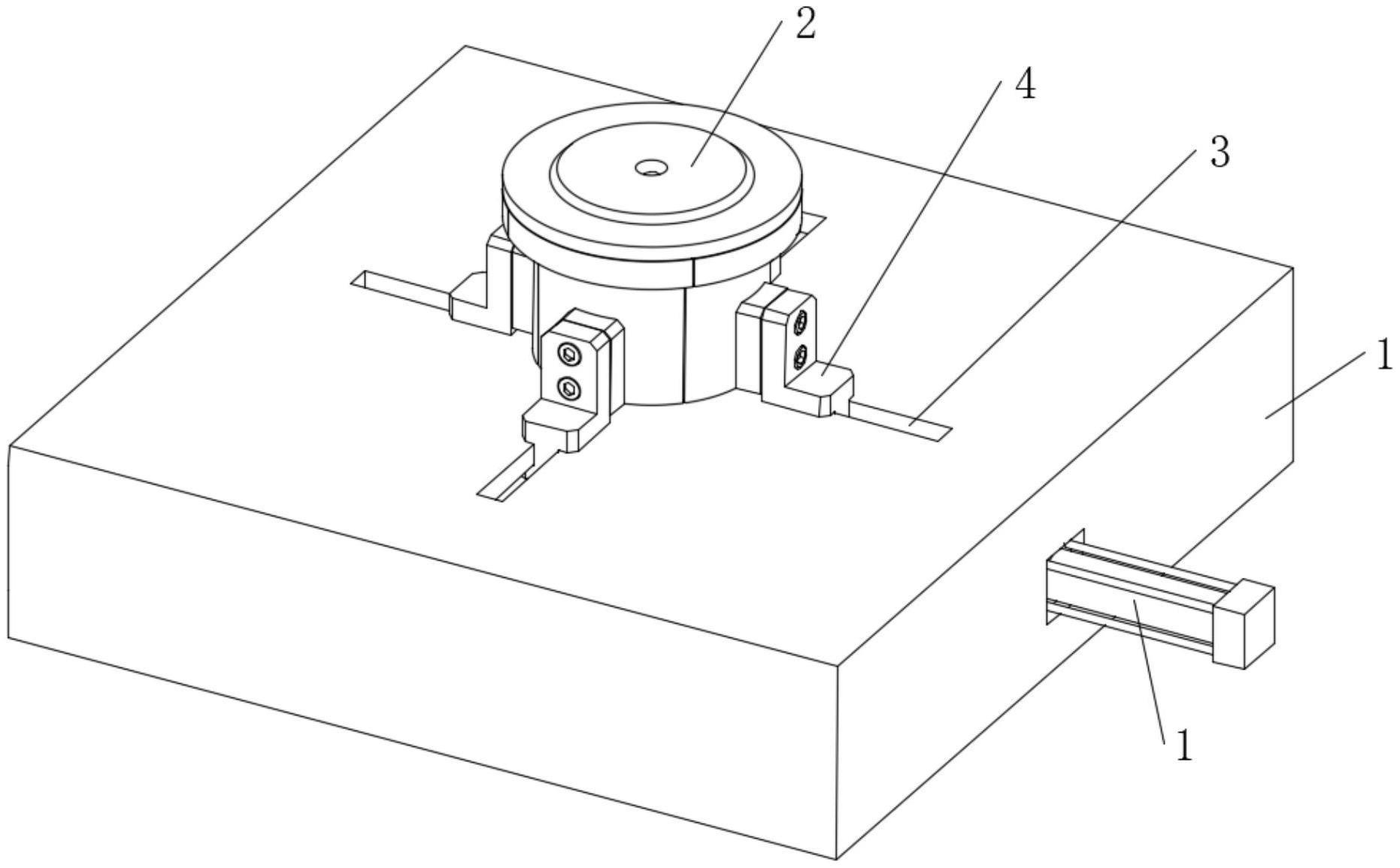
2、为实现上述目的,本实用新型提供如下技术方案:一种陶瓷靶材生产加工用铸型设备,包括模具驱动机台和模具组件,所述模具驱动机台上设有模具组件,所述模具组件包括四个底模组合件和顶模,四个底模组合件相互配适抱合呈底模,顶模通过螺栓固定于四个底模组合件所构成底模的上端口,对应四个所述底模组合件的外侧壁均通过螺栓固定连接有安装滑座,所述模具驱动机台的顶部且对应四个安装滑座的位置均开设有一道滑槽,四道沿模具组件的中心点呈间隔90°开设,且安装滑座底部一体成型有导向滑块与相对应的滑槽相配适滑动连接。
3、优选的,所述模具驱动机台的内部为机台内腔,机台内腔的底面中部设有转接座,转接座上转接有转接轴,转接轴的上端设有偏转圆盘,偏转圆盘上表面通过销钉铰接有四根联动杆,且四根联动杆的外端通过销钉分别与四个导向滑块底部相铰接。
4、优选的,四根所述联动杆呈环形阵列连接于偏转圆盘上,偏转圆盘的旋转角度为0-60°。
5、优选的,所述模具驱动机台的一侧外壁通过螺栓固定连接有电磁液压驱动,电磁液压驱动的伸缩杆沿水平方向贯穿至机台内腔内部,电磁液压驱动的伸缩杆端部设有铰接头,铰接头上通过销钉铰接驱动联杆的一端,且驱动联杆的另一端通过销钉与偏转圆盘底面偏心位置相铰接。
6、本实用新型的技术效果和优点:
7、1、本实用新型通过控制电磁液压驱动的伸缩杆回缩,由电磁液压驱动伸缩杆端部所设铰接头所连接的驱动联杆对偏转圆盘的牵引偏转,偏转圆盘进行扭转时,通过偏转圆盘上所铰接的四根联动杆分别对四个安装滑座进行牵引,使四个安装滑座同时沿滑槽向外侧进行移动,即使四个底模组合件同时进行移动,完成底模组合件的脱模分离;
8、2、本实用新型通过控制电磁液压驱动的伸缩杆伸长,由电磁液压驱动伸缩杆端部所设铰接头所连接的驱动联杆对偏转圆盘的牵引偏转,偏转圆盘进行扭转时,通过偏转圆盘上所铰接的四根联动杆分别对四个安装滑座进行牵引,使四个安装滑座同时沿滑槽向内侧进行移动,直至四个底模组合件进行闭合,最后再将顶模安装于四个底模组合件闭合形成的底模上端,完成快速合模。
技术特征:
1.一种陶瓷靶材生产加工用铸型设备,包括模具驱动机台(1)和模具组件(2),其特征在于:所述模具驱动机台(1)上设有模具组件(2),所述模具组件(2)包括四个底模组合件(201)和顶模(202),四个底模组合件(201)相互配适抱合呈底模,顶模(202)通过螺栓固定于四个底模组合件(201)所构成底模的上端口,对应四个所述底模组合件(201)的外侧壁均通过螺栓固定连接有安装滑座(4),所述模具驱动机台(1)的顶部且对应四个安装滑座(4)的位置均开设有一道滑槽(3),四道沿模具组件(2)的中心点呈间隔90°开设,且安装滑座(4)底部一体成型有导向滑块(401)与相对应的滑槽(3)相配适滑动连接。
2.根据权利要求1所述的一种陶瓷靶材生产加工用铸型设备,其特征在于:所述模具驱动机台(1)的内部为机台内腔(101),机台内腔(101)的底面中部设有转接座(102),转接座(102)上转接有转接轴(501),转接轴(501)的上端设有偏转圆盘(5),偏转圆盘(5)上表面通过销钉铰接有四根联动杆(6),且四根联动杆(6)的外端通过销钉分别与四个导向滑块(401)底部相铰接。
3.根据权利要求2所述的一种陶瓷靶材生产加工用铸型设备,其特征在于:四根所述联动杆(6)呈环形阵列连接于偏转圆盘(5)上,偏转圆盘(5)的旋转角度为0-60°。
4.根据权利要求1所述的一种陶瓷靶材生产加工用铸型设备,其特征在于:所述模具驱动机台(1)的一侧外壁通过螺栓固定连接有电磁液压驱动(7),电磁液压驱动(7)的伸缩杆沿水平方向贯穿至机台内腔(101)内部,电磁液压驱动(7)的伸缩杆端部设有铰接头(701),铰接头(701)上通过销钉铰接驱动联杆(8)的一端,且驱动联杆(8)的另一端通过销钉与偏转圆盘(5)底面偏心位置相铰接。
技术总结
本技术公开了一种陶瓷靶材生产加工用铸型设备,涉及到靶材生产设备领域,包括模具驱动机台和模具组件,模具驱动机台上设有模具组件。本技术通过控制电磁液压驱动的伸缩杆回缩,由电磁液压驱动伸缩杆端部所设铰接头所连接的驱动联杆对偏转圆盘的牵引偏转,偏转圆盘进行扭转时,通过偏转圆盘上所铰接的四根联动杆分别对四个安装滑座进行牵引,使四个安装滑座同时沿滑槽向外侧进行移动,即使四个底模组合件同时进行移动,完成底模组合件的脱模分离。
技术研发人员:孔伟华,孔磊
受保护的技术使用者:江苏迪纳科精细材料股份有限公司
技术研发日:20220427
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!