副滑块预先加压式双滑块压砖装置的制作方法
1.本发明涉及一种副滑块预先加压式双滑块压砖装置,可广泛应用于砖制品成形过程中。
背景技术:
2.现有的压砖机,在压砖过程中,由于砖粉中进入空气,造成砖块成型后,里面容易产生气孔缺陷,产品质量差,甚至导致废品的产生。
技术实现要素:
3.本发明的目的在于提供一种排出被压缩的气体、砖制品密实度好、砖制品强度高、砖制品质量好的副滑块预先加压式双滑块压砖装置。
4.为了达到上部述目的,本发明副滑块预先加压式双滑块压砖装置,包括机身,位于机身中部安装在机身上的螺杆,安装在螺杆顶端上的飞轮,与螺杆螺旋配合、安装在螺杆下部螺旋段上的铜螺母,可沿着机身导轨上下移动、底面带有球面、嵌入铜螺母外侧并固定在铜螺母上的主滑块,安装在机身上的驱动油缸,上部凹槽可与主滑块球面相配合、并与驱动油缸的活塞杆相连接的副滑块。
5.本发明副滑块预先加压式双滑块压砖装置,其工作原理为:压砖机在工作时,首先,主滑块先不动,驱动油缸推动副滑块进入模腔内,第一次加压砖粉,排出被压缩的气体,形成密闭空间。然后,旋转的飞轮驱动螺杆旋转,通过螺杆与铜螺母的螺旋副配合,驱动主滑块向下运动,打击副滑块,这样,主滑块与副双滑块一起作向下运动,第二次双滑块共同压制砖粉,实现两次轻重不同的打击,砖粉在密闭空间内压制成形。压制完成后,首先飞轮反转,驱动主滑块回程,然后,驱动油缸再提升副滑块回程复位。如此,就完成了一个工作循环。
6.本发明副滑块预先加压式双滑块压砖装置,所述的主滑块球面,起到了自动调心作用。
7.本发明副滑块预先加压式双滑块压砖装置,与现有技术相比,采用了副滑块先行加压工序,副滑块压紧砖粉,排除空气,并与模腔形成密闭空间。而且,双滑块先后两次不同的轻重加压成形,砖制品密实度好,砖制品强度高,砖制品质量好。
8.综上所述,本发明副滑块预先加压式双滑块压砖装置,排出被压缩的气体,砖制品密实度好,砖制品强度高,砖制品质量好。
附图说明
9.以下结合附图及其实施例对本发明作更进一步的说明。
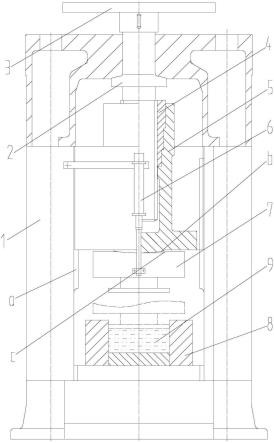
10.图1是本发明的结构示意图。
具体实施方式
11.在图1中,本发明副滑块预先加压式双滑块压砖装置,包括机身1,位于机身中部安装在机身上的螺杆2,安装在螺杆顶端上的飞轮3,与螺杆螺旋配合、安装在螺杆下部螺旋段上的铜螺母4,可沿着机身导轨a上下移动、底面带有球面b、嵌入铜螺母外侧并固定在铜螺母上的主滑块5,安装在机身上的驱动油缸6,上部凹槽c可与主滑块球面相配合、并与驱动油缸的活塞杆相连接的副滑块7。
12.此外,在图1中,安装在机身工作台上的模腔8,安放在模腔中的砖粉9。
13.本发明副滑块预先加压式双滑块压砖装置,以上所述仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明的技术实质,在本发明的精神和原则之内,对以上实施例所作的任何简单的修改、等同替换与改进等,均仍属于本发明技术方案的保护范围之内。
技术特征:
1.一种副滑块预先加压式双滑块压砖装置,其特征在于,包括机身,位于机身中部安装在机身上的螺杆,安装在螺杆顶端上的飞轮,与螺杆螺旋配合、安装在螺杆下部螺旋段上的铜螺母,可沿着机身导轨上下移动、底面带有球面、嵌入铜螺母外侧并固定在铜螺母上的主滑块,安装在机身上的驱动油缸,上部凹槽可与主滑块球面相配合、并与驱动油缸的活塞杆相连接的副滑块。
技术总结
一种副滑块预先加压式双滑块压砖装置,包括机身,位于机身中部安装在机身上的螺杆,安装在螺杆顶端上的飞轮,与螺杆螺旋配合、安装在螺杆下部螺旋段上的铜螺母,可沿着机身导轨上下移动、底面带有球面、嵌入铜螺母外侧并固定在铜螺母上的主滑块,安装在机身上的驱动油缸,上部凹槽可与主滑块球面相配合、并与驱动油缸的活塞杆相连接的副滑块。本发明副滑块预先加压式双滑块压砖装置,排出被压缩的气体,砖制品密实度好,砖制品强度高,砖制品质量好。可广泛应用于砖制品成形过程中。可广泛应用于砖制品成形过程中。可广泛应用于砖制品成形过程中。
技术研发人员:刘学贞 邱元刚 赵龙 尤新
受保护的技术使用者:青岛青锻锻压机械有限公司
技术研发日:2022.06.22
技术公布日:2022/10/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1