一种砂缸及其加工模具的制作方法
本技术涉及砂缸制造装置,特别涉及一种砂缸及其加工模具。
背景技术:
1、现有的砂缸加工模具包括前模和后模,具体的制造方式为:首先将管状模坯放置于前模和后模之间,随后前模和后模向靠近模坯的方向移动,直至前模与后模合模。合模后,模具内形成桶体成型腔,模坯位于成桶体型腔中,随后利用吹针向模坯的内腔中吹气,吹入的气体对模坯内壁施加压力,使模坯产生变形,直至模坯的外表面与桶体成型腔相贴合,从而实现砂缸的成型加工。
2、工业生产中对砂缸的桶口的成型效果和尺寸精度有较高要求,而通过向模坯内腔中吹气的方式所加工出的砂缸的桶口的成型效果差,尺寸精度低,无法达到工业要求。因此现有的生产方式中往往需要对砂缸的桶口进行二次加工,以提高桶口的成型效果和尺寸精度。但二次加工会增加生产工序,增大劳动者工作强度,增加加工成本。
技术实现思路
1、本实用新型的目的在于解决目前砂缸的生产工序复杂、劳动者工作强度大以及加工成本高的技术问题。本实用新型提供了一种砂缸及其加工模具,可提高砂缸的桶口的成型效果和尺寸精度,从而能够省去砂缸的二次加工,简化生产工序,降低劳动者工作强度和加工成本。
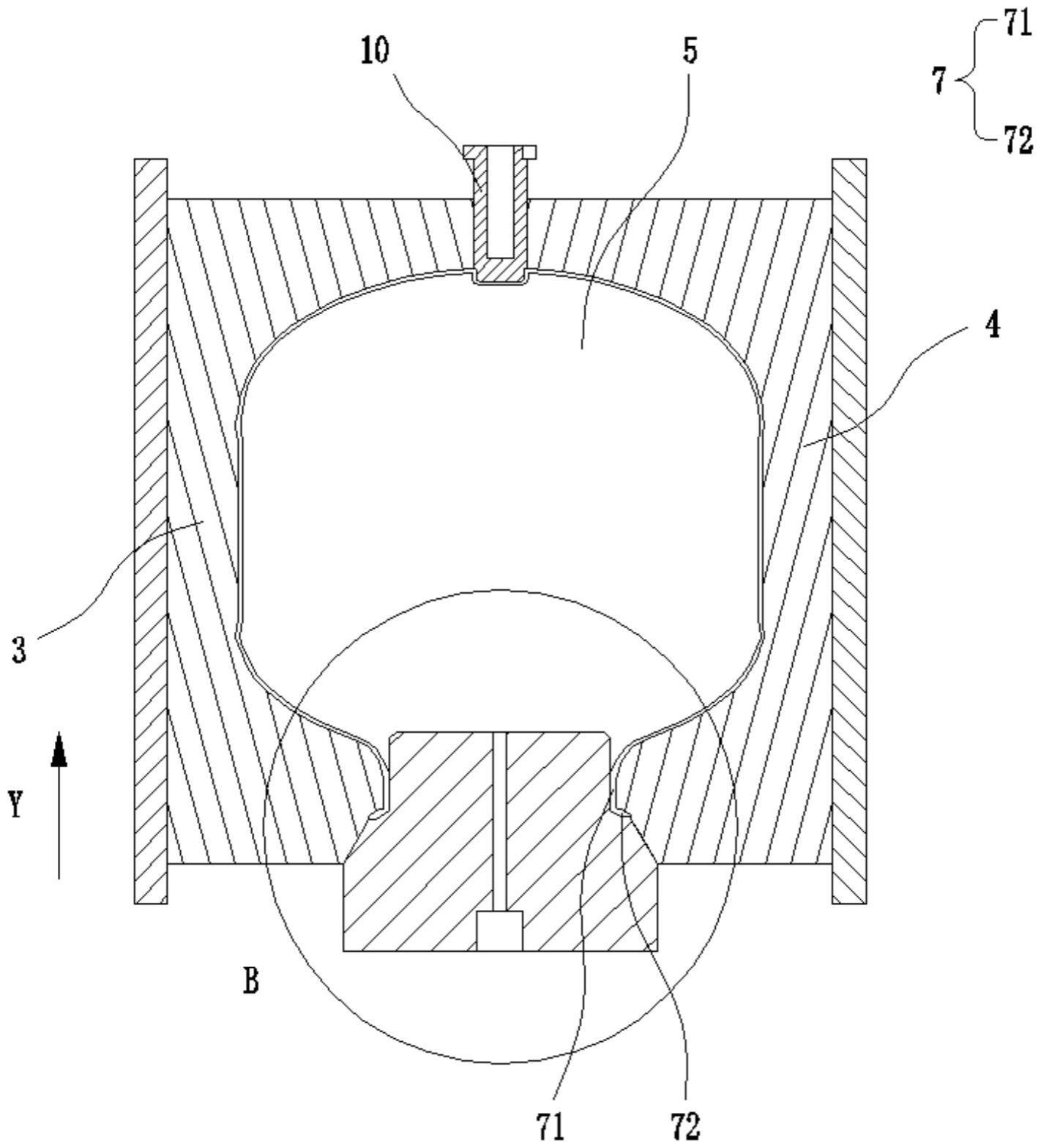
2、为解决上述技术问题,本实用新型的实施方式提供了一种加工模具,用于将模坯加工为砂缸,砂缸沿第一方向依次包括桶体和桶口,加工模具包括:
3、桶体成型腔,用于成型桶体的外轮廓,沿第一方向,桶体成型腔的底部设有成型口,成型口用于成型桶口的外轮廓;
4、吹针,沿第一方向设于成型口的下方,吹针上设有吹气孔,吹针能够沿第二方向由第一位置运行至第二位置,第二方向与第一方向相反;
5、当吹针位于第一位置时,吹针与吹气孔相分离;
6、当吹针运行至第二位置时,吹针至少部分插入于成型口内,以使吹针的侧壁与成型口的腔壁之间形成一桶口成型区域,桶口成型区域用于成型桶口。
7、可选地,桶口包括沿第一方向依次设置的颈部和翻边,桶口成型区域包括沿第一方向依次设置的颈部成型区域和翻边成型区域,其中,颈部成型区域用于成型颈部,翻边成型区域用于成型翻边。
8、可选地,颈部与翻边之间具有一夹角,成型口包括沿第一方向依次设置的颈部成型腔和翻边成型腔,吹针的侧壁上设有沿第一方向依次设置的颈部成型面和翻边成型面;
9、当吹针运行至第二位置时,颈部成型腔的腔壁与颈部成型面之间形成第一间隙,第一间隙为颈部成型区域,颈部成型区域的形状与颈部的形状相匹配,翻边成型腔的腔壁与翻边成型面之间形成第二间隙,第二间隙为翻边成型区域,翻边成型区域的形状与翻边的形状相匹配。
10、可选地,成型口的开口边沿处设有第一密封面,吹针上设有第二密封面,当吹针位于第二位置时,第一密封面与第二密封面相贴合,以对桶体成型腔和成型口进行密封。
11、可选地,第一密封面和第二密封面均为斜面,且第一密封面与成型口的轴线之间的距离,以及第二密封面与成型口的轴线之间的距离,沿第一方向逐渐增大。
12、可选地,吹针上沿第一方向的一侧还设有安装部,吹气孔沿第一方向依次贯穿吹针的两端,当吹针位于第二位置时,吹气孔的出气端与桶体成型腔相连通,吹气孔的进气端与气源相连通。
13、可选地,加工模具还包括:
14、前模,前模的侧面设有第一成型槽;
15、后模,后模的侧面设有第二成型槽;
16、前模和后模均能够沿第三方向往复运行,以使前模和后模贴合或分离;第三方向与第一方向相垂直,当前模与后模贴合时,第一成型槽和第二成型槽相扣合形成桶体成型腔和成型口。
17、可选地,加工模具还包括口模,口模沿第二方向设于前模和后模的上方,口模用于提供模坯,以将模坯放入于前模与后模之间。
18、可选地,加工模具还包括顶模,顶模设于前模或后模的顶部,当前模和后模合模时,顶模的底部位于桶体成型腔内,顶模的底部用于对砂缸的底部外轮廓进行成型。
19、可选地,加工模具还包括:
20、第一驱动机构,与吹针相连,第一驱动机构用于带动吹针沿第一方向或第二方向运行;
21、第二驱动机构,与前模相连,第二驱动机构用于带动前模沿第三方向往复运行;
22、第三驱动机构,与后模相连,第三驱动机构用于带动后模沿第三方向往复运行。
23、可选地,桶体的外壁上设有突出于桶体外壁的排污嘴,排污嘴上设有通孔,通孔与桶体的内腔相连通,加工模具还包括第四驱动机构,第四驱动机构设于前模或后模上,第四驱动机构的驱动端能够穿过前模和/或后模的侧壁伸入到桶体成型腔的内部,第四驱动机构的驱动端与排污嘴可拆卸连接。
24、可选地,第四驱动机构设于前模或后模的边沿,当前模与后模合模时,前模与后模相贴合的面分别为第一贴合面和第二贴合面,第一贴合面和第二贴合面上分别设有第一让位槽和第二让位槽,第一让位槽和第二让位槽能够在前模与后模合模时相扣合形成贯穿于桶体成型腔侧壁的让位通道,第四驱动机构的驱动端能够穿过让位通道伸入到桶体成型腔的内部。
25、可选地,第一驱动机构为电缸,第二驱动机构和第三驱动机构为电缸、气缸、油缸中的一种,第四驱动机构为气缸。
26、本实用新型的实施方式还提供了一种砂缸,其利用前述任一种加工模具制作而成。
27、可选地,砂缸沿第一方向依次包括桶体和桶口,桶口包括沿第一方向依次设置的颈部和翻边,颈部与翻边之间具有一夹角。
28、可选地,桶体的侧壁上设有排污口,排污口的外部连接有突出于桶体外壁的排污嘴,排污嘴上设有通孔,排污口与通孔相连通。
29、相比于现有技术本实用新型具有以下有益效果:
30、本实用新型通过对吹针的形状和运行位置进行限定,当吹针运行至第二位置时,使吹针的侧壁与成型口的腔壁之间形成一个与所需砂缸的桶口形状相同的桶口成型区域,从而可在吹针向模坯内吹气的同时,利用吹针的侧壁对砂缸的桶口内壁进行挤压,使桶口被挤压于桶口成型区域内进行成型,从而一次性达到所需的形状和尺寸,增强砂缸桶口的成型效果和尺寸精度,避免对砂缸进行二次加工,进而简化生产工序,降低劳动者工作强度和加工成本。
技术特征:
1.一种加工模具,用于将模坯加工为砂缸,所述砂缸沿第一方向依次包括桶体和桶口,其特征在于,所述加工模具包括:
2.如权利要求1所述的加工模具,其特征在于,所述桶口包括沿所述第一方向依次设置的颈部和翻边,所述桶口成型区域包括沿所述第一方向依次设置的颈部成型区域和翻边成型区域,其中,所述颈部成型区域用于成型所述颈部,所述翻边成型区域用于成型所述翻边。
3.如权利要求2所述的加工模具,其特征在于,所述颈部与所述翻边之间具有一夹角,所述成型口包括沿所述第一方向依次设置的颈部成型腔和翻边成型腔,所述吹针的侧壁上设有沿所述第一方向依次设置的颈部成型面和翻边成型面;
4.如权利要求3所述的加工模具,其特征在于,所述成型口的开口边沿处设有第一密封面,所述吹针上设有第二密封面,当所述吹针位于所述第二位置时,所述第一密封面与所述第二密封面相贴合,以对所述桶体成型腔和所述成型口进行密封。
5.如权利要求4所述的加工模具,其特征在于,所述第一密封面和所述第二密封面均为斜面,且所述第一密封面与所述成型口的轴线之间的距离,以及所述第二密封面与所述成型口的轴线之间的距离,沿所述第一方向逐渐增大。
6.如权利要求1所述的加工模具,其特征在于,所述吹针上沿所述第一方向的一侧还设有安装部,所述吹气孔沿所述第一方向依次贯穿所述吹针的两端,当所述吹针位于所述第二位置时,所述吹气孔的出气端与所述桶体成型腔相连通,所述吹气孔的进气端与气源相连通。
7.如权利要求1至6任一项所述的加工模具,其特征在于,所述加工模具还包括:
8.如权利要求7所述的加工模具,其特征在于,所述加工模具还包括口模,所述口模沿所述第二方向设于所述前模和所述后模的上方,所述口模用于提供所述模坯,以将所述模坯放入于所述前模与所述后模之间。
9.如权利要求8所述的加工模具,其特征在于,所述加工模具还包括顶模,所述顶模设于所述前模或所述后模的顶部,当所述前模和所述后模合模时,所述顶模的底部位于所述桶体成型腔内,所述顶模的底部用于对所述砂缸的底部外轮廓进行成型。
10.如权利要求9所述的加工模具,其特征在于,所述加工模具还包括:
11.如权利要求10所述的加工模具,其特征在于,所述桶体的外壁上设有突出于所述桶体外壁的排污嘴,所述排污嘴上设有通孔,所述通孔与所述桶体的内腔相连通,所述加工模具还包括第四驱动机构,所述第四驱动机构设于所述前模或所述后模上,所述第四驱动机构的驱动端能够穿过所述前模和/或所述后模的侧壁伸入到所述桶体成型腔的内部,所述第四驱动机构的驱动端与所述排污嘴可拆卸连接。
12.如权利要求11所述的加工模具,其特征在于,所述第四驱动机构设于所述前模或所述后模的边沿,当所述前模与所述后模合模时,所述前模与所述后模相贴合的面分别为第一贴合面和第二贴合面,所述第一贴合面和所述第二贴合面上分别设有第一让位槽和第二让位槽,所述第一让位槽和所述第二让位槽能够在所述前模与所述后模合模时相扣合形成贯穿于所述桶体成型腔侧壁的让位通道,所述第四驱动机构的驱动端能够穿过所述让位通道伸入到所述桶体成型腔的内部。
13.如权利要求11所述的加工模具,其特征在于,所述第一驱动机构为电缸,所第二驱动机构和所第三驱动机构为电缸、气缸、油缸中的一种,所述第四驱动机构为气缸。
14.一种砂缸,其特征在于,利用权利要求1至13任一项所述的加工模具制作而成。
15.如权利要求14所述的砂缸,其特征在于,所述砂缸沿所述第一方向依次包括桶体和桶口,所述桶口包括沿所述第一方向依次设置的颈部和翻边,所述颈部与所述翻边之间具有一夹角。
16.如权利要求15所述的砂缸,其特征在于,所述桶体的外壁上设有突出于所述桶体外壁的排污嘴,所述排污嘴上设有通孔,所述通孔与所述桶体的内腔相连通。
技术总结
本技术公开了一种加工模具,用于将模坯加工为砂缸,砂缸沿第一方向依次包括桶体和桶口,加工模具包括:桶体成型腔,用于成型桶体的外轮廓,桶体成型腔的底部设有成型口,成型口用于成型桶口的外轮廓;吹针,设于成型口的下方,吹针上设有吹气孔,吹针能够沿第二方向由第一位置运行至第二位置;当吹针运行至第二位置时,吹针至少部分插入于成型口内,以使吹针的侧壁与成型口的腔壁之间形成一桶口成型区域,桶口成型区域用于成型桶口。本技术可提高砂缸的桶口的成型效果和尺寸精度,从而能够省去砂缸的二次加工,简化生产工序,降低劳动者工作强度和加工成本。本技术还公开了一种砂缸。
技术研发人员:曾祥林
受保护的技术使用者:上海荣威塑胶工业有限公司
技术研发日:20221009
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!