一种气动螺杆复合式挤出装置及3D打印机
本技术涉及3d打印,具体而言,涉及一种气动螺杆复合式挤出装置及3d打印机。
背景技术:
1、浆料直写成型技术为陶瓷3d打印提供了新思路。浆料直写成型设备的核心在于挤出装置,目前浆料挤出有气压式柱塞挤出和螺杆式挤出。气压式柱塞挤出是用空气压缩机排出的气体推动柱塞,使料筒中的浆料挤出,但用这种方式挤出浆料的线条不均匀、无法连续打印,还会出现“出丝滞后”和“流涎”现象;螺杆定量挤出在一定程度上就能够优化“出丝滞后和“流涎”现象。
2、现有技术(例如“cn208133606u”、“cn108248013a”等专利)中的挤出装置将两种挤出方式相结合,解决了气压式柱塞挤出方式出料不均匀、打印不连续的问题。然而现有技术也存在其它技术问题,例如无法对挤出的浆料及时固化,进而容易影响成型效果。
技术实现思路
1、本实用新型的目的在于提供一种气动螺杆复合式挤出装置及3d打印机,解决现有技术无法对挤出的浆料及时固化的技术问题。
2、本实用新型的实施例通过以下技术方案实现:
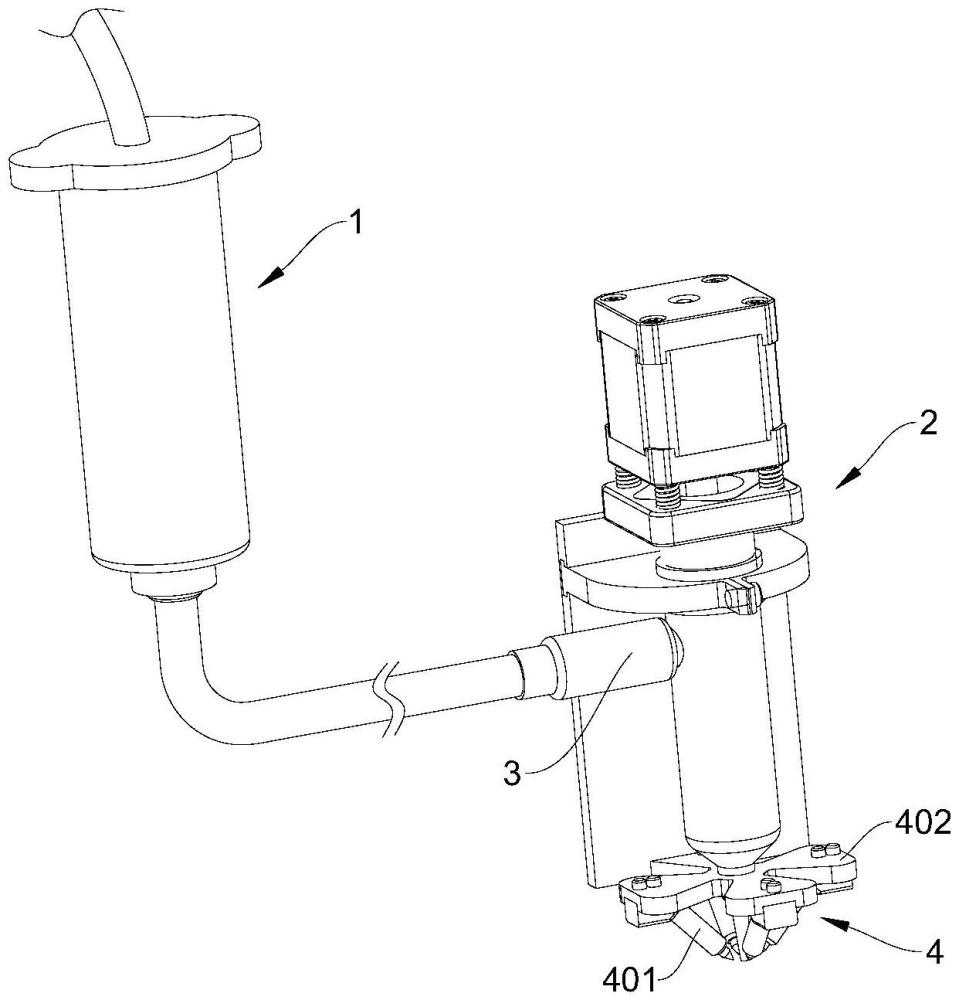
3、一种气动螺杆复合式挤出装置,包括气压送料机构和螺杆挤出机构,气压送料机构被配置成通过空气压缩机使浆料流向螺杆挤出机构,螺杆挤出机构被配置成通过电机带动出料螺杆转动使浆料从出料口流出,所述螺杆挤出机构的出料口处设有固化机构,固化机构包括支座和朝向出料口下方的若干紫外光源,紫外光源固设于支座上且沿出料口的圆周方向间隔布置。
4、所述紫外光源设有四个,四个紫外光源沿出料口的圆周方向均匀间隔布置。
5、可选地,所述螺杆挤出机构的进料口设有压力传感器。
6、可选地,所述电机和其安装部位之间设有减震部件。
7、可选地,所述减震部件为弹簧减震器。
8、可选地,所述减震部件为橡胶垫。
9、本实用新型还提供了一种3d打印机,包括工作台、z向移动机构、x向移动机构、y向移动机构,还包括上述任意一项所述气动螺杆复合式挤出装置,其设于工作台的上方,z向移动机构被配置成驱动工作台沿z向位移,x向移动机构被配置成驱动工作台沿x向位移,y向移动机构被配置成驱动工作台沿y向位移,其中z向、x向和y向为空间内两两垂直的三个方向。
10、本实用新型至少具有如下优点和有益效果:本实用新型不仅能够解决传统挤出装置出料不均匀、打印不连续的问题;而且设置的固化机构包括支座和朝向出料口下方的若干紫外光源,支座与出料口的外侧固定连接,紫外光源固设于支座上且沿出料口的圆周方向间隔布置,若干紫外光源可在打印过程中对正从出料口流出的浆料、已经打印的浆料和刚打印的浆料进行照射,以便于对浆料及时固化,避免因浆料固化不及时而影响成型效果。
技术特征:
1.一种气动螺杆复合式挤出装置,包括气压送料机构(1)和螺杆挤出机构(2),气压送料机构(1)被配置成通过空气压缩机使浆料流向螺杆挤出机构(2),螺杆挤出机构(2)被配置成通过电机(204)带动出料螺杆(202)转动使浆料从出料口流出,其特征在于:所述螺杆挤出机构(2)的出料口处设有固化机构(4),固化机构(4)包括支座(402)和朝向出料口下方的若干紫外光源(401),支座(402)与出料口的外侧固定连接,紫外光源(401)固设于支座(402)上且沿出料口的圆周方向间隔布置。
2.根据权利要求1所述的气动螺杆复合式挤出装置,其特征在于:所述紫外光源(401)设有四个,四个紫外光源(401)沿出料口的圆周方向均匀间隔布置。
3.根据权利要求1所述的气动螺杆复合式挤出装置,其特征在于:所述螺杆挤出机构(2)的进料口设有压力传感器(3)。
4.根据权利要求1所述的气动螺杆复合式挤出装置,其特征在于:所述电机(204)和其安装部位之间设有减震部件(205)。
5.根据权利要求4所述的气动螺杆复合式挤出装置,其特征在于:所述减震部件(205)为弹簧减震器。
6.根据权利要求4所述的气动螺杆复合式挤出装置,其特征在于:所述减震部件(205)为橡胶垫。
7.一种3d打印机,包括工作台(5)、z向移动机构(6)、x向移动机构(7)、y向移动机构(8),其特征在于:还包括权利要求1-6任意一项所述气动螺杆复合式挤出装置,其设于工作台(5)的上方,z向移动机构(6)被配置成驱动工作台(5)沿z向位移,x向移动机构被配置成驱动工作台(5)沿x向位移,y向移动机构(8)被配置成驱动工作台(5)沿y向位移,其中z向、x向和y向为空间内两两垂直的三个方向。
技术总结
本技术3D打印机涉及技术领域,本技术提供了一种气动螺杆复合式挤出装置及3D打印机,气动螺杆复合式挤出装置包括气压送料机构和螺杆挤出机构,气压送料机构被配置成通过空气压缩机使浆料流向螺杆挤出机构,螺杆挤出机构被配置成通过电机带动出料螺杆转动使浆料从出料口流出,所述螺杆挤出机构的出料口处设有固化机构,固化机构包括支座和朝向出料口下方的若干紫外光源,紫外光源固设于支座上且沿出料口的圆周方向间隔布置。本技术不仅能够解决传统挤出装置出料不均匀、打印不连续的问题,还能便于对浆料及时固化,避免因浆料固化不及时而影响成型效果。
技术研发人员:罗思芸,罗秋雨,吴志,陈刚,彭必友,黄冰雪,韩锐,李光照
受保护的技术使用者:西华大学
技术研发日:20221028
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!