切割装置和用于切割装置的控制系统的制作方法
本申请涉及硅棒加工,尤其涉及一种切割装置和用于切割装置的控制系统。
背景技术:
1、单晶硅是信息产业的基础性材料,广泛应用于半导体和太阳能等领域。单晶硅是硅原子以一种排列形式形成的物质。单晶硅材料制造主要包括以下过程:石英砂-冶金级硅-提纯和精炼-沉积多晶硅锭-单晶硅棒-硅段(片)切割。其中,单晶硅棒是通过区熔或直拉工艺在炉膛中整形或提拉形成的,是硅原子按籽晶的晶格排列方向,重新排列的硅单晶体棒。而硅段(片)切割是指在硅棒成型后,通过截断机(也称作切割机、切断机等)的切割机头组件将其切割成段或者切割成片,以满足后续环节的使用。
2、截断机的切割装置一般包括立柱组件、设置于立柱组件上的多个进给组件以及可上下移动设置于每个进给组件上的切割机头组件,切割机头组件上包括切割轮组(其中至少一个切割轮为张力轮)以及环绕切割轮组各切割轮形成的环形丝,当环形丝张紧后并具有一定线速度后,就可以在进给组件的进给电机的驱动下向下移动,切割硅棒,在加工过程中,可能出现各种影响加工的突然情况,现有的用于切割装置的控制系统,控制功能单一,越来越难以满足复杂作业环境的需要,存在着较大的改进空间。
3、对于上述问题,亟待本领域技术人员从技术上加以改善或解决。
技术实现思路
1、有鉴于此,本申请实施例旨在提供一种用于切割装置和用于切割装置的控制系统,能够及时获取切割机头环形丝的张紧情况并且根据该张紧情况对进给电机输出相应控制,有效避免或者减少因突发情况造成张紧过大或者张紧变化过快而对相关零组件产生的影响,同时也有助于提高相关零组件的使用寿命,另外也使得切割装置能够更加适应复杂作业环境,总体上也有助于提升硅棒加工控制精度从而提高加工质量。
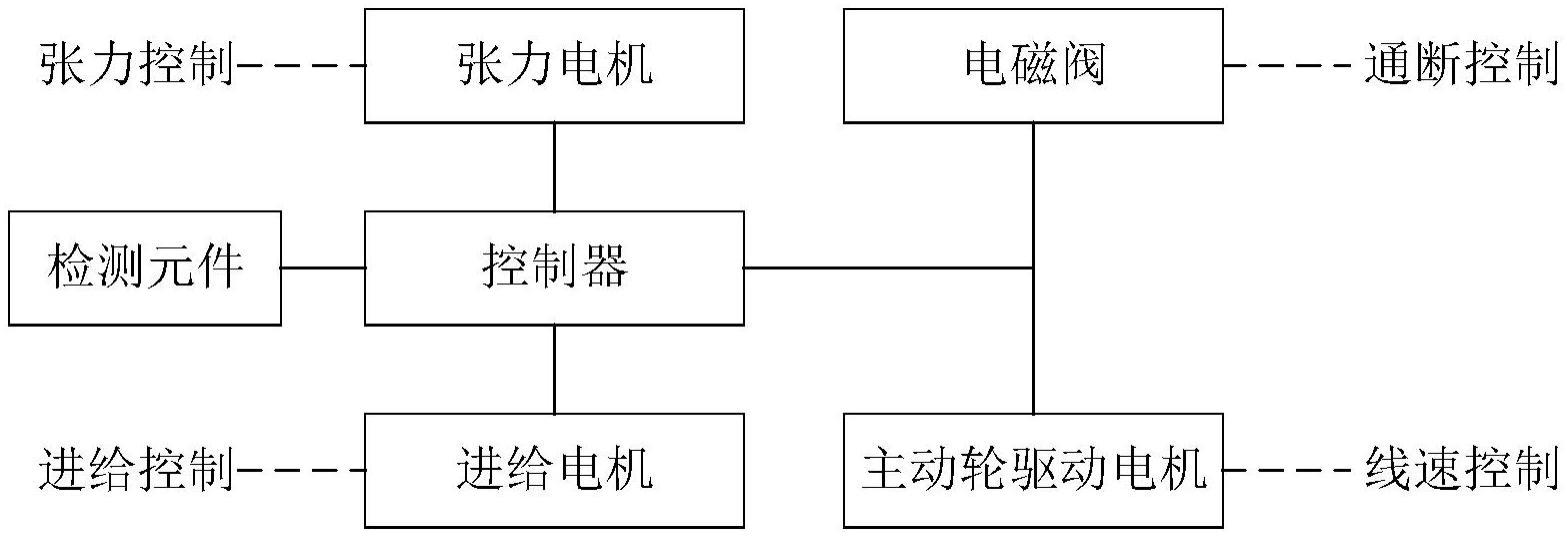
2、第一方面,本申请实施例提供一种用于切割装置的控制系统,该切割装置包括进给组件和设置于进给组件上的切割机头组件,所述控制系统包括控制器以及与所述控制器通信连接的检测元件,所述检测元件设置于所述切割机头组件的安装板上并用于检测切割机头组件的环形丝的张紧程度,所述控制器用于根据所述检测元件反馈的张紧程度和/张紧程度的变化趋势对所述进给组件的进给电机作出相应控制。
3、进一步地,所述控制系统检测元件为张力传感器或者力矩传感器,用于检测所述环形丝的张紧力。
4、进一步地,所述切割机头组件的张力轮通过摆杆和转轴安装于所述安装板上的一侧,所述检测元件为与所述转轴相连的角度传感器,用于检测所述转轴或者所述摆杆的转动角度。
5、进一步地,所述检测元件安装于所述安装板的另一侧。
6、进一步地,所述切割机头组件还包括张力臂和张力驱动件,所述张力臂在所述安装板的另一侧与所述转轴固定,所述张力臂的张紧端与所述张力驱动件可转动连接;所述控制系统还包括感应板以及与所述控制器通信连接的接近开关,所述感应板设置于所述张力臂的自由端,所述接近开关设置于所述安装板上邻近所述张力臂自由端回程的预定位置;所述控制器还用于根据所述接近开关的反馈发出相应的指示信息。
7、进一步地,所述张力轮的张紧机构包括设置于安装板另一侧的张力电机,张力电机的输出轴与所述转轴传动连接;所述控制器还用于根据所述检测元件反馈的张紧程度和/或张紧程度变化趋势对所述张力电机作出相应控制。
8、进一步地,所述切割机头组件还包括设置于所述安装板上的喷淋组件,所述控制系统还包括电磁阀,所述电磁阀设置于所述喷淋组件与供应源之间的管路上,所述控制器还用于控制所述电磁阀的通断状态。
9、进一步地,所述喷淋组件包括旋转喷头和喷淋管,所述旋转喷头设置于切割机头组件的各个切割轮之间,用于清洗各切割轮和环形丝,所述喷淋管设置于所述安装板的加工容纳槽顶侧,用于向环形丝的切割区域喷射冷却润滑液,所述电磁阀的数目为两个,分别设置于供应源与所述旋转喷头以及供应源与所述喷淋管之间的管路上,所述控制器还用于控制所述两个电磁阀的通断状态。
10、进一步地,所述切割机头组件上还设置有主动轮驱动电机,所述控制器还用于控制所述主动轮驱动电机。
11、第二方面,本申请实施例提供的一种切割装置包括立柱组件、固定或者可水平运动地设置于立柱组件上的多个进给组件以及可上下移动设置于每个进给组件上的切割机头组件,还包括前述任一项所述的控制系统。
12、采用本申请各实施例的技术方案后,通过在切割机头组件上的相应位置设置检测元件,以及配置相应的控制器,能够及时获取切割机头环形丝的张紧情况(张紧程度或者张紧程度的变化趋势)并且根据该张紧情况对进给电机输出相应控制,进而能够在特定因素造成张紧过度时控制进给电机使切割机头组件放慢进给速度,或者能在特定因素造成张紧变化过快时,适应性控制进给电机以调整切割机头组件的进给节奏,这样能够有效避免或者减少这类突发情况对切割机头组件、切割装置产生的影响,使切割过程更加平稳,同时也有助于提高相关零组件的使用寿命,另外也使得切割装置能够更加适应复杂作业环境,总体上也有助于提升硅棒加工控制精度从而提高加工质量。
技术特征:
1.一种用于切割装置的控制系统,所述切割装置包括进给组件和设置于进给组件上的切割机头组件,其特征在于,所述控制系统包括控制器以及与所述控制器通信连接的检测元件,所述检测元件设置于所述切割机头组件的安装板上并用于检测切割机头组件的环形丝的张紧程度,所述控制器用于根据所述检测元件反馈的张紧程度和/或张紧程度的变化趋势对所述进给组件的进给电机作出相应控制。
2.如权利要求1所述的控制系统,其特征在于,所述控制系统检测元件为张力传感器或者力矩传感器,用于检测所述环形丝的张紧力。
3.如权利要求1所述的控制系统,其特征在于,所述切割机头组件的张力轮通过摆杆和转轴安装于所述安装板上的一侧,所述检测元件为与所述转轴相连的角度传感器,用于检测所述转轴或者所述摆杆的转动角度。
4.如权利要求3所述的控制系统,其特征在于,所述检测元件安装于所述安装板的另一侧。
5.如权利要求3所述的控制系统,其特征在于,所述切割机头组件还包括张力臂和张力驱动件,所述张力臂在所述安装板的另一侧与所述转轴固定,所述张力臂的张紧端与所述张力驱动件驱动连接;所述控制系统还包括感应板以及与所述控制器通信连接的接近开关,所述感应板设置于所述张力臂的自由端,所述接近开关设置于所述安装板上邻近所述张力臂自由端回程的预定位置;所述控制器还用于根据所述接近开关的反馈发出相应的指示信息。
6.如权利要求3所述的控制系统,其特征在于,所述张力轮的张紧机构包括设置于安装板另一侧的张力电机,张力电机的输出轴与所述转轴传动连接;所述控制器还用于根据所述检测元件反馈的张紧程度和/或张紧程度变化趋势对所述张力电机作出相应控制。
7.如权利要求1至6任一项所述的控制系统,其特征在于,所述切割机头组件还包括设置于所述安装板上的喷淋组件,所述控制系统还包括电磁阀,所述电磁阀设置于所述喷淋组件与供应源之间的管路上,所述控制器还用于控制所述电磁阀的通断状态。
8.如权利要求7所述的控制系统,其特征在于,所述喷淋组件包括旋转喷头和喷淋管,所述旋转喷头设置于切割机头组件的各个切割轮之间,用于清洗各切割轮和环形丝,所述喷淋管设置于所述安装板的加工容纳槽顶侧,用于向环形丝的切割区域喷射冷却润滑液,所述电磁阀的数目为两个,分别设置于供应源与所述旋转喷头以及供应源与所述喷淋管之间的管路上,所述控制器还用于控制所述两个电磁阀的通断状态。
9.如权利要求1至6任一项所述的控制系统,其特征在于,所述切割机头组件上还设置有主动轮驱动电机,所述控制器还用于控制所述主动轮驱动电机。
10.一种切割装置,包括立柱组件、固定或者可水平运动地设置于立柱组件上的多个进给组件以及可上下移动设置于每个进给组件上的切割机头组件,其特征在于,还包括权利要求1至9任一项所述的控制系统。
技术总结
本申请公开了一种切割装置和用于切割装置的控制系统。该切割装置包括进给组件和设置于进给组件上的切割机头组件,该控制系统包括控制器以及与所述控制器通信连接的检测元件,所述检测元件设置于所述切割机头组件的安装板上并用于检测切割机头组件的环形丝的张紧程度,所述控制器用于根据所述检测元件反馈的张紧程度和/张紧程度的变化趋势对所述进给组件的进给电机作出相应控制。实施本申请的方案,能够及时获取切割机头环形丝的张紧情况并且根据该张紧情况对进给电机输出相应控制,有效减少因突发情况造成张紧过大或者张紧变化过快而对相关零组件产生的影响,总体上也有助于提升硅棒加工的控制精度从而提高加工质量。
技术研发人员:杨德飞,孙鹏
受保护的技术使用者:青岛高测科技股份有限公司
技术研发日:20221103
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!