一种冲压模具快速装模结构的制作方法
本技术属于冲压模具,尤其涉及一种冲压模具快速装模结构。
背景技术:
1、随着集成电路技术的日益发展和陶瓷封装工艺的日益成熟,金属-陶瓷的封装形式因具有可靠性好、导热性好、集成度高以及电性能优秀的特点而被广泛应用,可实现复杂的多层布线和一体化封装。
2、陶瓷封装外壳的底座主要由htcc/ltcc多层陶瓷经高温烧结而成。将冲压模具在单次陶瓷外形冲制上的应用,具有效率高、状态稳定、一致性好的特点,在行业内有着广泛的应用前景。然而冲压模具安装调试所需的时间和安装后的稳定性,是影响冲压设备有效产能和一致性的重要因素。
技术实现思路
1、有鉴于此,本实用新型实施例提供了一种冲压模具快速装模装置,以解决传统冲压模具安装方式耗时长、模具批次间的位置一致性差的问题。
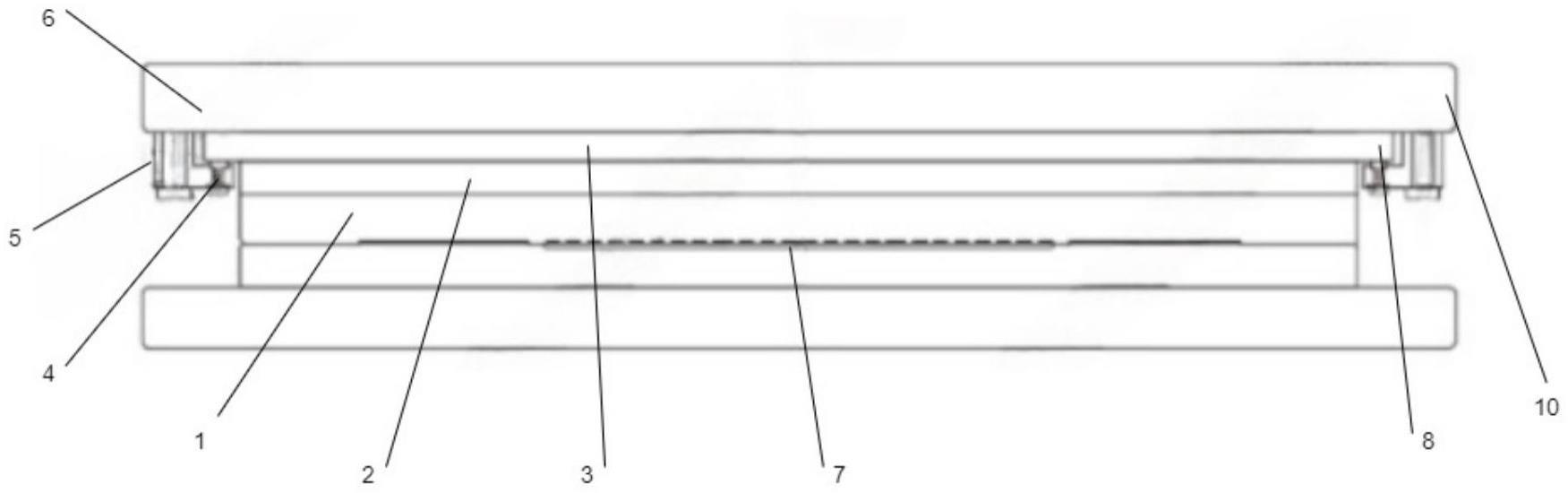
2、本实用新型实施例第一方面提供了一种冲压模具快速装模结构,包括:脱料板、夹板、上盖板、第一螺栓、l型滑台和上模座;
3、所述脱料板的下表面设置用于固定冲压模具的冲头和镶件的固定槽,所述脱料板的上表面与所述夹板的下表面固定连接;
4、所述夹板的上表面与所述上盖板的下表面连接,所述上盖板的两端相对于所述夹板两端均有第一延伸部分,且所述第一延伸部分均设置有穿过所述第一延伸部分下表面的第一螺栓孔;
5、所述上盖板的上表面与所述上模座的下表面连接,所述上模座的两端相对于所述夹板两端均有第二延伸部分,且所述第二延伸部分均设置有所述l型滑台,所述l型滑台的垂直部分与对应的第二延伸部分接触连接;
6、所述l型滑台的水平部分端口处设置上下贯穿的第一螺纹孔,所述第一螺栓穿过所述第一螺纹孔与所述第一螺栓孔相连接实现所述上盖板与所述上模座的锁紧固定。
7、作为本申请另一实施例,所述冲压模具快速装模结构,还包括:螺纹钉;
8、所述上模座的两端的第二延伸部分均设置有穿过所述第二延伸部分下表面的第二螺栓孔,所述l型滑台的垂直部分设置有上下贯穿的第二螺纹孔,所述螺纹钉穿过所述第二螺纹孔与所述第二螺栓孔相连接实现所述上模座与所述l型滑台的固定连接。
9、作为本申请另一实施例,所述冲压模具快速装模结构,还包括:第二螺栓;
10、所述上模座的两端的第二延伸部分均设置有穿过所述第二延伸部分下表面的第二螺栓孔,所述l型滑台的垂直部分设置有上下贯穿的第二通孔,所述第二螺栓穿过所述第二通孔与所述第二螺栓孔相连接实现所述上模座与所述l型滑台的滑动连接。
11、作为本申请另一实施例,所述冲压模具快速装模结构,还包括:
12、所述上模座的两端的第二延伸部分的下表面分别设置滑动槽,所述l型滑台的垂直部分的底端设置在所述滑动槽内。
13、作为本申请另一实施例,所述上盖板的两端的第一延伸部分的延伸长度相等;
14、所述上模座的两端的第二延伸部分的延伸长度相等。
15、作为本申请另一实施例,所述l型滑台的垂直部分的长度为所述上盖板的高度与所述l型滑台的水平部分的高度之和。
16、作为本申请另一实施例,所述冲压模具快速装模结构,还包括:限位销钉;
17、在所述第一螺栓孔的远离对应第一延伸部分的边缘位置设置有限位销钉。
18、作为本申请另一实施例,所述冲压模具快速装模结构,还包括:下模板和下模座;
19、所述下模板的上表面与所述脱料板的下表面连接,所述下模板的下表面与所述下模座的上表面固定连接。
20、作为本申请另一实施例,所述夹板、所述脱料板以及所述下模板的长度均相等;
21、所述下模座的长度与所述上模座的长度相等。
22、作为本申请另一实施例,所述下模座的两端相对于所述下模板两端均有第三延伸部分,且所述下模座的两端的第三延伸部分的延伸长度相等;
23、所述第三延伸部分的长度与所述第二延伸部分的长度相等。
24、本实用新型实施例与现有技术相比存在的有益效果是:本实用新型实施例利用l型滑台的结构,并将上盖板的第一延伸部分作为安装时的导向机构,在安装过程中,只需要将模架调整到合适位置,即可将模具整体推入到位,节省了更换模具所耗费的时间,提高了设备的有效利用率,对稳定生产、提高产量有着重要作用。上述结构适用于现有的不同结构的冲床,普适性广泛。
技术特征:
1.一种冲压模具快速装模结构,其特征在于,包括:脱料板、夹板、上盖板、第一螺栓、l型滑台和上模座;
2.根据权利要求1所述的冲压模具快速装模结构,其特征在于,还包括:螺纹钉;
3.根据权利要求1所述的冲压模具快速装模结构,其特征在于,还包括:第二螺栓;
4.根据权利要求1所述的冲压模具快速装模结构,其特征在于,还包括:
5.根据权利要求1所述的冲压模具快速装模结构,其特征在于,所述上盖板的两端的第一延伸部分的延伸长度相等;
6.根据权利要求1或5所述的冲压模具快速装模结构,其特征在于,
7.根据权利要求6所述的冲压模具快速装模结构,其特征在于,还包括:限位销钉;
8.根据权利要求1所述的冲压模具快速装模结构,其特征在于,还包括:下模板和下模座;
9.根据权利要求8所述的冲压模具快速装模结构,其特征在于,所述夹板、所述脱料板以及所述下模板的长度均相等;
10.根据权利要求9所述的冲压模具快速装模结构,其特征在于,
技术总结
本技术适用于冲压模具技术领域,提供了一种冲压模具快速装模结构。该结构包括:脱料板、夹板、上盖板、第一螺栓、L型滑台和上模座,脱料板的上表面与夹板的下表面固定连接,夹板的上表面与上盖板的下表面连接,上盖板的两端相对于夹板两端均有第一延伸部分,且第一延伸部分均设置有穿过第一延伸部分下表面的第一螺栓孔,上盖板的上表面与上模座的下表面连接,上模座的两端相对于夹板两端均有第二延伸部分,且第二延伸部分均设置有L型滑台,L型滑台的垂直部分与对应的第二延伸部分接触连接,L型滑台的水平部分端口处设置第一螺纹孔,第一螺栓穿过第一螺纹孔与第一螺栓孔相连接实现上盖板与上模座的锁紧固定。
技术研发人员:陈磊,魏志佳,张奎,贾彦美,闫衍,张驰,郭静
受保护的技术使用者:河北中瓷电子科技股份有限公司
技术研发日:20221228
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!