用于固定材料块以进行机械加工的方法与流程
本发明涉及一种用于将材料块固定在加工装置上以对所述材料块进行机械加工的方法,尤其固定在线锯上以将材料块切割成单个的晶圆,其中,材料块粘接到牺牲工件载体上,并且工件载体与加工装置连接。本发明还涉及一种牺牲工件载体,所述牺牲工件载体构造用于执行所述方法。为了制造一些产品,必须对材料块进行切削加工,以便从中生产出工件,所述工件然后在必要时被进一步加工。因此,例如,借助所谓的多线锯将硅块锯成单个片,以便获得用于太阳能电池生产的晶圆。此类晶圆的典型尺寸为156mm×156mm×180μm。起点是具有156mm×156mm×400mm的典型尺寸的预制硅块。为了锯切过程,这些材料块必须适当地固定到多线锯上。
背景技术:
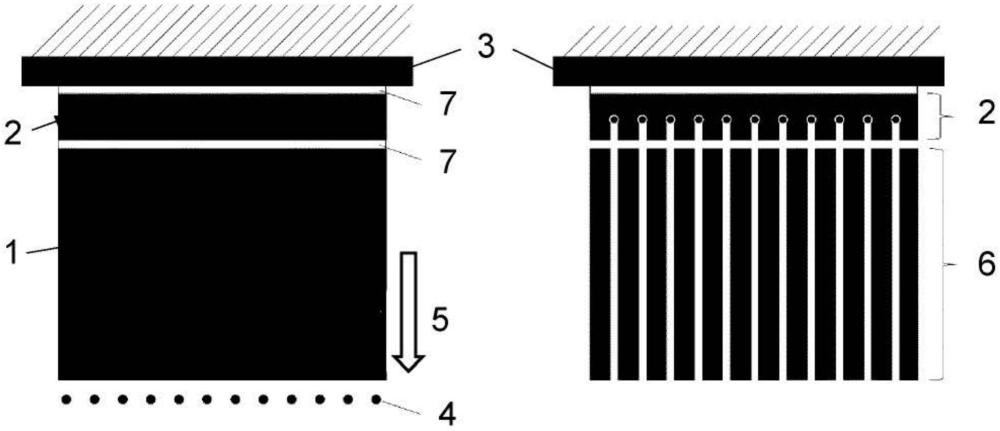
1、在制造用于光伏的晶圆时,材料块借助载体(所谓的牺牲工件载体,也称为梁)被紧固在锯的工件保持器上。为此目的,材料块粘接到牺牲工件载体上,该牺牲工件载体又粘接到工件保持器上或以其他方式紧固在工件保持器上。工件保持器与线锯能松脱地连接并且能够在执行锯切过程之后又从锯处松脱。在锯切过程中,材料块利用多线锯被分成单个的晶圆,其中,牺牲工件载体被锯成梳子状。因此,该牺牲工件载体仅能使用一次并且进而被丢弃。例如在de 10 2011 018 523 a1中描述了此类用于制造光伏电池的晶圆的方法。用于微电子行业的锯切晶圆时的锯切过程也以类似的方式进行。
2、至今,材料块与牺牲工件载体的粘接利用2k粘合材料(双组分粘合材料)实现,所述2k粘合材料必须分别直接在粘接过程之前被混合。为了混合和施加粘合材料,通常使用特殊的工业机器人,但所述特殊的工业机器人意味着高的资本支出和运营支出负担。此外,由于可加工性(适用时间和硬化时间),只有确定的时间窗可用,所述时间窗使得生产流程难以灵活化。生产量的增加是通过增大并行工作的设备的数量来实现的。
3、本发明的任务在于,减少在对材料块进行机械加工时的按份额的计件成本并且提高生产量,该材料块必须借助牺牲工件载体固定在加工装置上。
技术实现思路
1、该任务利用根据权利要求1的方法来解决。权利要求11给出了一种牺牲工件载体,所述牺牲工件载体构造为用于执行所述方法。所述方法和所述工件载体的有利构型是从属权利要求的主题或者能够从以下描述和实施例中得出。
2、在所提出的用于借助牺牲工件载体将材料块固定在加工装置上的方法中,提供牺牲工件载体,所述牺牲工件载体在至少一个表面上设有仅能通过外部作用随时活化的(即能粘接的)粘合材料的已经预涂的层,并且然后材料块通过使粘合材料活化而粘接到工件载体上。工件载体以已知的方式与加工装置连接,如其稍后将更详细地解释。工件载体与加工装置的连接能够在材料块与牺牲工件载体粘接之前就已经实现了,但优选在粘接之后才执行。
3、在所提出的方法中使用的预涂的粘合材料在其活化之前是非活性的,即在没有附加的外部作用的情况下适合于制造粘合连接。粘合材料尤其能活化多次,首先在施加到牺牲工件载体上时并且稍后在建立与材料块的粘合连接时。优选,粘合材料已经在制造牺牲工件载体时在生产牺牲工件载体期间或之后作为层被施加到工件载体上。然后,牺牲工件载体能够与所施加的粘合材料层储存较长的时间,例如多个周或月。该牺牲工件载体在这个时间期间是持久的并且能够立即用于既定的使用。为此,粘合材料应当是足够坚固或相应高粘性的。粘合材料能够以不同的方式施加到牺牲工件载体上,例如通过喷射或辊压。在例如借助挤出制造的工件载体中,能够在挤出期间施加粘合材料层。
4、在此,所提出的方法的发明人已经认识到,为了节省成本并提高生产量,在使用牺牲工件载体的情况下对材料块进行机械加工时能够适当地改进粘接方法。通过使用预涂的粘合材料(该预涂的粘合材料通过附加的外部作用才是能粘接的或者说仅能通过附加的外部作用粘接,并且在制造牺牲工件载体时已经能够被涂覆为层),不再需要将粘合材料费事地混合并且不再需要在固定时间窗内对牺牲工件载体进行通常机器支持的涂覆。因此能够省去成本密集型的工业机器人,并且也能够省去粘合材料在加工装置的位置处的储藏。牺牲工件载体能够与所施加的粘合材料层一起以即可使用方式提供,相应地是能储存的,并且也能够连同涂覆在其上的粘合材料层被任意裁剪。然后,材料块在牺牲工件载体上并且因此在加工装置上的固定能够在显著更短的时间内执行。以此缩短了过程时间并且提高了加工时的生产量。这降低了计件成本(例如也在制造微电子工业中的半导体晶圆时)。所提出的技术与至今的锯切过程兼容,并且因此既适用于新的生产线也适用于现有的生产线。
5、在所述方法中使用的、仅能通过外部作用活化的粘合材料优选是能通过热作用活化的粘合材料,尤其是所谓的热熔胶或热粘合材料。也能够使用其他能活化的粘合材料,其例如能通过压力或红外辐射活化。优选,使用一种粘合材料,该粘合材料的粘附力通过浸入到周围介质(例如水、酸、碱)中和/或通过热和/或通过施加电势而降低,由此在加工之后,所得到的一个或多个工件能容易地又从牺牲工件载体处分离。为了使能通过热作用活化的粘合材料活化,材料块例如首先能够被加热,并且然后被放置到具有粘合材料层的工件载体上。在此,粘合材料通过被加热的材料块来活化,并且实现粘接。也存在以下可能性:在没有在先加热的情况下将材料块放置到工件载体上,并且然后将二者以这个形式引入到烘箱中或者通过烘箱运输,在该烘箱中粘合材料层由于烘箱中温度的升高而活化,使得实现粘接。在两种情况下,两个要连接的部分为了粘接不必然地附加地相互挤压。通过材料块的自重所施加的压力是足够的。
6、牺牲工件载体能够例如由玻璃、陶瓷、石墨或塑料制成,优选由复合材料、例如具有填充颗粒的塑料制成。该牺牲工件载体的要与材料块粘接的表面在其形状方面适配于材料块的相对应的(要粘接的)表面。在锯切用于太阳能电池的晶圆时,材料块是长方体形的,因此工件载体的要粘接的表面相应地是平坦的。锯切用于微电子的晶圆时,材料块通常柱形地构造。因此,在这种情况下,工件载体的要粘接的表面相应地是弯曲的。在用于锯切晶圆的优选构型中,材料块例如能够由硅、锗、蓝宝石、石英、玻璃、陶瓷、碳化硅或氮化硅制成。这自然不是穷举的。
7、牺牲工件载体能够以不同的方式与加工装置的工件保持器连接。一种可行性是将该工件载体粘接到工件保持器上。为此,工件载体于是在两个彼此对置的表面上具有相应的通过外部作用才能活化的粘合材料层。然后,牺牲工件载体以与材料块相同的方式在对置的侧上与工件载体粘接。另一种可行性是,如果工件保持器具有相应的夹紧机构,则将牺牲工件载体夹紧到工件保持器中。其他机械连接机构也是可行的。
8、原则上,所提出的方法能够使用在以下所有应用中:在所述应用中,需要牺牲工件载体来将要加工的材料块固定在加工装置上,该牺牲工件载体在加工时由生产决定地必然会受损。例如尤其是切削加工技术,例如锯切、磨切或铣削。然而,在优选的应用中,所提出的方法用于多线锯中的使用,用于将材料块分离成大量晶圆。因此,主要应用领域是光伏行业和微电子行业的晶圆制造。
技术特征:
1.一种用于将材料块(1)固定在加工装置上以对所述材料块(1)进行机械加工的方法,在所述方法中,将所述材料块(1)粘接到牺牲工件载体(2)上,并且将所述工件载体(2)与所述加工装置连接,
2.根据权利要求1所述的方法,
3.根据权利要求1或2所述的方法,
4.根据权利要求1至3中任一项所述的方法,
5.根据权利要求1至4中任一项所述的方法,
6.根据权利要求1至5中任一项所述的方法,
7.根据权利要求1至5中任一项所述的方法,
8.根据权利要求1至7中任一项所述的方法,其用于将材料块(1)固定在线锯上以将所述材料块(1)切割成单个的晶圆或小的材料块部分件。
9.根据权利要求8所述的方法,其用于固定由硅、锗、蓝宝石、石英、玻璃、陶瓷、碳化硅或氮化硅制成的材料块(1)。
10.根据权利要求1至9中任一项所述的方法,
11.一种工件载体,所述工件载体作为牺牲工件载体适合于将材料块(1)固定在线锯上以将所述材料块(1)切割成单个的晶圆,并且在至少一个表面上具有仅能通过外部作用活化的粘合材料的预涂的层(8)。
12.根据权利要求11所述的工件载体,
13.根据权利要求11或12所述的工件载体,
14.根据权利要求11至13中任一项所述的工件载体,
技术总结
本发明涉及一种用于将材料块(1)固定在加工装置上以对所述材料块(1)进行机械加工的方法,尤其固定在线锯上以将材料块(1)切割成单个的晶圆。在所述方法中,所述材料块(1)粘接到牺牲工件载体(2)上,并且工件载体(2)与加工装置连接。为此,在至少一个表面上提供具有仅能通过外部作用活化的粘合材料的已预涂的层(8)的牺牲工件载体(2)。然后,所述材料块(1)通过使粘合材料相应地活化而粘接到工件载体(2)上。由此,省去了在执行加工之前混合和施加双组分粘合材料的费事的步骤以及至今为此使用的工业机器人。因此在加工时、尤其在制造晶圆时,利用所述方法节省了时间和成本。
技术研发人员:H·施瓦贝,R·克普格
受保护的技术使用者:弗劳恩霍夫应用研究促进协会
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!