一种预制混凝土构件自动化成型装置的制作方法
本发明属于自动化预制构件设备,具体提供一种预制混凝土构件自动化成型装置。
背景技术:
1、在路桥建筑施工领域,常需要一些小型预制构件,例如路缘石、水沟盖板、预制台帽等,通常,这些零件是通过在模具料盒内浇筑混凝土等成型的。
2、申请号为202121164113.7的专利公开了一种小型构件自动化生产一体机,包括振动送料床,振动送料床上放置有成型料盒,振动送料床的上方设有水平运料轨道,水平运料轨道上设有第一运料箱,第一运料箱上开设有第一出料口。
3、上述申请文件的技术方案通过第一运料箱沿水平运料轨道活动,实现向排列在振动送料床上的成型料盒内注入混凝土,本技术方案在实际实施过程中,可能会存在第一运料箱沿水平运料轨道活动的过程中,混凝土掉落在成型料盒的侧壁顶部和外侧,以及相邻成型料盒之间的问题。
4、相应地,本领域需要一种预制混凝土构件自动化成型装置来解决上述问题。
技术实现思路
1、本发明提出一种预制混凝土构件自动化成型装置,解决现有技术中的混凝土自动化生产机器下料过程中混凝土容易掉落在成型料盒侧壁顶部和外部以及掉落在相邻成型料盒之间的问题。
2、本发明的技术方案是这样实现的:一种预制混凝土构件自动化成型装置,包括储料斗、送模机床和分别设置于送模机床两侧的下料平台和驱动臂,储料斗设置于下料平台的上方,储料斗和下料平台之间设置有控制储料斗下料的控制机构,驱动臂驱动送模机床上的成型料盒至下料平台或驱动下料平台上的成型料盒恢复至送模机床。
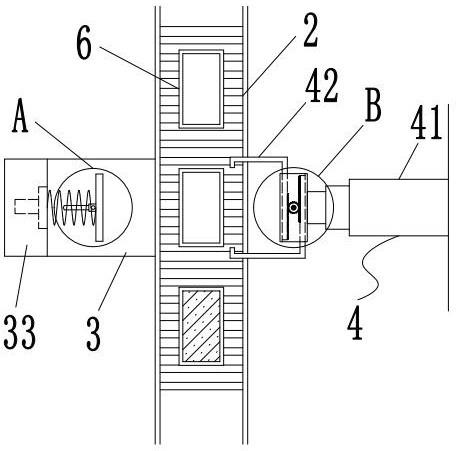
3、在上述预制混凝土构件自动化成型装置的优选技术方案中,控制机构包括限位板和设置于限位板上的激光发射器,下料平台上设置有安装箱,限位板通过弹簧与安装箱朝向送模机床的一侧连接,储料斗上设置有激光接收器、计时器和阀门,阀门与激光接收器和计时器信号连接,弹簧处于自然状态时,激光发射器距送模机床的距离小于激光接收器距送模机床的距离。
4、在上述预制混凝土构件自动化成型装置的优选技术方案中,安装箱内设置有电源和与电源连接的电极片,电极片设置于安装箱朝向送模机床的一侧,激光发射器朝向安装箱的一侧连接有电极棒,电极棒与电极片接触时,激光发射器发出激光,且激光发射器与激光接收器相对应。
5、在上述预制混凝土构件自动化成型装置的优选技术方案中,驱动臂包括液压缸和设置于液压缸输出端的卡爪机构,卡爪机构包括卡爪和驱动卡爪打开和收缩的驱动组件一。
6、在上述预制混凝土构件自动化成型装置的优选技术方案中,驱动组件一包括导向套筒和驱动电机一,卡爪呈l型,对称设置于导向套筒两侧,且卡爪的横向部分穿设于导向套筒内,驱动电机一固定连接于导向套筒,且其输出端位于两个卡爪的横向部分之间,驱动电机一的输出端固定连接有齿轮,卡爪上设置有与齿轮相啮合的齿条,两个卡爪的竖向部分的末端设置有朝向彼此延伸的凸沿。
7、在上述预制混凝土构件自动化成型装置的优选技术方案中,储料斗为顶部开口的倒圆台型,储料斗的底部沿其中心轴线的周向均匀开设有三个下料口,阀门包括转动板和驱动转动板转动的驱动组件二,转动板的底部与储料斗的底部上端面贴合,转动板的周向与储料斗的内侧壁贴合,转动板上开设有与下料口适配的通孔。
8、在上述预制混凝土构件自动化成型装置的优选技术方案中,预制混凝土构件自动化成型装置包括安装机架,驱动组件二包括驱动电机二和与驱动电机二的输出端固定连接的转轴一,驱动电机二安装于安装机架上,转动板的中心固定连接有转轴二,转轴二上间隔设置有搅拌棒,且转轴二与转轴一之间通过锥齿轮传动连接。
9、在上述预制混凝土构件自动化成型装置的优选技术方案中,安装机架上设置有安装机壳,驱动电机二、转轴一和锥齿轮设置于安装机壳内。
10、本发明的有益效果:本发明通过驱动臂将成型料盒推送至下料平台,通过控制机构控制储料斗下料,装填完毕之后控制储料斗停止下料,再通过驱动臂将成型料盒送回送模机床,送模机床将成型料盒送去养护,避免了储料斗内的混凝土下落至成型料盒顶部或者外侧,保证成型料盒能够重复周转使用,同时也避免了混凝土下落至送模机床上的现象,保证送模机床的正常运行。
11、本发明通过激光发射器和激光接收器的配合,实现自动控制储料斗下料,节省人力;而且通过设置电极片和电极棒,使得激光发射器使用时通电,不使用时不通电,延长了激光发射器的使用寿命,避免频繁更换激光发射器导致的工作效率低和生产成本高的问题。
技术特征:
1.一种预制混凝土构件自动化成型装置,其特征在于,包括储料斗、送模机床和分别设置于送模机床两侧的下料平台和驱动臂,储料斗设置于下料平台的上方,储料斗和下料平台之间设置有控制储料斗下料的控制机构,驱动臂驱动送模机床上的成型料盒至下料平台或驱动下料平台上的成型料盒恢复至送模机床。
2.根据权利要求1所述的预制混凝土构件自动化成型装置,其特征在于,控制机构包括限位板和设置于限位板上的激光发射器,下料平台上设置有安装箱,限位板通过弹簧与安装箱朝向送模机床的一侧连接,储料斗上设置有激光接收器、计时器和阀门,阀门与激光接收器和计时器信号连接,弹簧处于自然状态时,激光发射器距送模机床的距离小于激光接收器距送模机床的距离。
3.根据权利要求2所述的预制混凝土构件自动化成型装置,其特征在于,安装箱内设置有电源和与电源连接的电极片,电极片设置于安装箱朝向送模机床的一侧,激光发射器朝向安装箱的一侧连接有电极棒,电极棒与电极片接触时,激光发射器发出激光,且激光发射器与激光接收器相对应。
4.根据权利要求3所述的预制混凝土构件自动化成型装置,其特征在于,驱动臂包括液压缸和设置于液压缸输出端的卡爪机构,卡爪机构包括卡爪和驱动卡爪打开和收缩的驱动组件一。
5.根据权利要求4所述的预制混凝土构件自动化成型装置,其特征在于,驱动组件一包括导向套筒和驱动电机一,卡爪呈l型,对称设置于导向套筒两侧,且卡爪的横向部分穿设于导向套筒内,驱动电机一固定连接于导向套筒,且其输出端位于两个卡爪的横向部分之间,驱动电机一的输出端固定连接有齿轮,卡爪上设置有与齿轮相啮合的齿条,两个卡爪的竖向部分的末端设置有朝向彼此延伸的凸沿。
6.根据权利要求5所述的预制混凝土构件自动化成型装置,其特征在于,储料斗为顶部开口的倒圆台型,储料斗的底部沿其中心轴线的周向均匀开设有三个下料口,阀门包括转动板和驱动转动板转动的驱动组件二,转动板的底部与储料斗的底部上端面贴合,转动板的周向与储料斗的内侧壁贴合,转动板上开设有与下料口适配的通孔。
7.根据权利要求6所述的预制混凝土构件自动化成型装置,其特征在于,预制混凝土构件自动化成型装置包括安装机架,驱动组件二包括驱动电机二和与驱动电机二的输出端固定连接的转轴一,驱动电机二安装于安装机架上,转动板的中心固定连接有转轴二,转轴二上间隔设置有搅拌棒,且转轴二与转轴一之间通过锥齿轮传动连接。
8.根据权利要求7所述的预制混凝土构件自动化成型装置,其特征在于,安装机架上设置有安装机壳,驱动电机二、转轴一和锥齿轮设置于安装机壳内。
技术总结
本发明提出了一种预制混凝土构件自动化成型装置,涉及自动化预制构件设备技术领域,包括储料斗、送模机床和分别设置于送模机床两侧的下料平台和驱动臂,储料斗设置于下料平台的上方,储料斗和下料平台之间设置有控制储料斗下料的控制机构,驱动臂驱动送模机床上的成型料盒至下料平台或驱动下料平台上的成型料盒恢复至送模机床。本发明通过控制机构控制储料斗下料,避免了储料斗内的混凝土下落至成型料盒顶部或者外侧,保证成型料盒能够重复周转使用,同时也避免了混凝土下落至送模机床上的现象,保证送模机床的正常运行,解决现有技术中混凝土自动化生产机器下料过程中混凝土容易掉落在成型料盒侧壁顶部和外部以及掉落在相邻成型料盒之间的问题。
技术研发人员:陈璐,张辉,黄延铮,石怀涛,张中善,张建新,张珂,闫亚召,李佳男,陈静
受保护的技术使用者:中国建筑第七工程局有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!