一种成型陶瓷大直径环形制品用湿式等静压模具的制作方法
本发明属于陶瓷制品生产设备的,尤其涉及一种成型陶瓷大直径环形制品用湿式等静压模具。
背景技术:
1、等静压成型陶瓷大直径环形制品时,模具一般采用弹性外胶套、内钢筒的结构,成型过程中,内钢筒固定且不可压缩,外侧的弹性外胶套受压后由外向内压缩,使用粉料坯体外径随之向内收缩而致密化。通过此类模具成型得到的毛坯外径比外胶套内径小20~44%,且由于胶套弹性、粉体装填密度、模具各部位可压缩性和反弹力的不均匀等原因,得到的毛坯外圆柱面形状不规整,表面粗糙,不得不通过机加工去除不规整部份,导致制品外径进一步减小,得到的制品外径受此限制难以做大。
技术实现思路
1、本发明的目的就是解决背景技术中的问题,提出一种成型陶瓷大直径环形制品用湿式等静压模具。
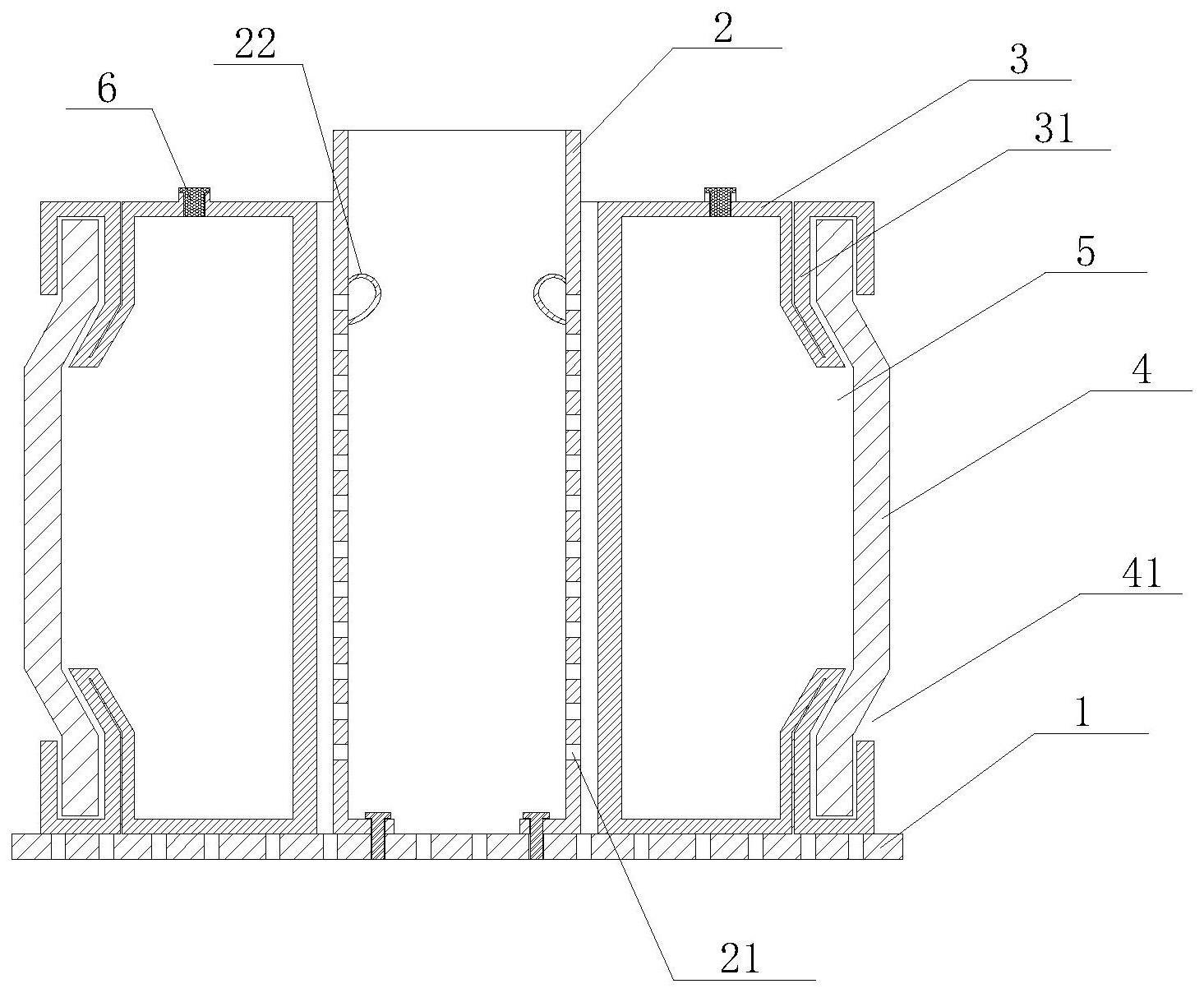
2、为实现上述目的,本发明提出了一种成型陶瓷大直径环形制品用湿式等静压模具,包括第一刚性筒、第二刚性筒和柔性膜套,所述第一刚性筒安装在底板上,所述柔性膜套以第一刚性筒为中心且环绕分布在第一刚性筒外侧,柔性膜套远离第一刚性筒的一侧与第二刚性筒密封相连并在柔性膜套和第二刚性筒之间形成有填充料体用的密封腔,柔性膜套设有与密封腔相连通的至少一个加料口,加料口设有弹性塞头,所述第二刚性筒的上端和下端设有朝靠近柔性膜套方向下凹的收口,所述柔性膜套靠近第二刚性筒位置设有折叠褶皱段,柔性膜套的折叠褶皱段抵住第二刚性筒上收口部分的内壁,柔性膜套具有弹性。
3、作为优选,所述第一刚性筒侧壁沿径向设有若干通孔,若干通孔自上而下均匀设置在第一刚性筒侧壁。
4、作为优选,所述第一刚性筒为空心筒,第一刚性筒内壁设有吊耳。
5、作为优选,所述底板上设有若干紧固孔,所述第一刚性筒底部与底板之间用螺栓相连,螺栓配合安装在紧固孔内。
6、作为优选,所述柔性膜套紧密包住第二刚性筒的上、下端,柔性膜套和第二刚性筒之间采用抱箍方式紧密相连。
7、作为优选,所述第一刚性筒和第二刚性筒相互平行且同心设置,第一刚性筒和第二刚性筒均为钢筒结构。
8、作为优选,所述加料口的数量为4,且4个加料口均匀分布在柔性膜套的上端面。
9、作为优选,所述加料口为圆形加料口。
10、作为优选,所述陶瓷大直径环形制品的外径和第二刚性筒的内径相同。
11、本发明的有益效果:本发明通过将柔性膜套以第一刚性筒为中心并环绕在其外侧,柔性膜套与第二刚性筒之间直接密封连接并形成有填充粉体用的密封腔,使得陶瓷制品成型压缩方向变为由内向外压,产品外径在压缩过程中保持不变,以获得更大尺寸的毛坯,第二刚性筒与软模套的直接密封连接结构使得外模壁厚最小化,从而使陶瓷制品的外径能最大化;外侧采用第二刚性筒使陶瓷制品外圆面尺寸规整,不需预留因去除不规整皮料所需的加工余量,以获得更大的制品尺寸,也减少材料浪费;第二刚性筒两端采用收口设计和柔性膜套顶面与之连接处的密封设计都是为减少模具占用的径向空间,为了保证陶瓷制品外径最大化;柔性膜套顶面外侧的折叠褶皱结构和顶面加料口及弹性塞头结构均使用顶面受压时能自由并均匀地向下压缩,有利于提升坯体密度均匀性,并增加高度方向压缩率,减小内径方向压缩率,扩大模具内径尺寸成型范围。
12、本发明的特征及优点将通过实施例结合附图进行详细说明。
技术特征:
1.一种成型陶瓷大直径环形制品用湿式等静压模具,其特征在于:包括第一刚性筒、第二刚性筒和柔性膜套,所述第一刚性筒安装在底板上,所述柔性膜套以第一刚性筒为中心且环绕分布在第一刚性筒外侧,柔性膜套远离第一刚性筒的一侧与第二刚性筒密封相连并在柔性膜套和第二刚性筒之间形成有填充料体用的密封腔,柔性膜套设有与密封腔相连通的至少一个加料口,加料口设有弹性塞头,所述第二刚性筒的上端和下端设有朝靠近柔性膜套方向下凹的收口,所述柔性膜套靠近第二刚性筒位置设有折叠褶皱段,柔性膜套的折叠褶皱段抵住第二刚性筒上收口部分的内壁。
2.如权利要求1所述的成型陶瓷大直径环形制品用湿式等静压模具,其特征在于:所述第一刚性筒侧壁沿径向设有若干通孔,若干通孔自上而下均匀设置在第一刚性筒侧壁。
3.如权利要求1所述的成型陶瓷大直径环形制品用湿式等静压模具,其特征在于:所述第一刚性筒为空心筒,第一刚性筒内壁设有吊耳。
4.如权利要求1所述的成型陶瓷大直径环形制品用湿式等静压模具,其特征在于:所述底板上设有若干紧固孔,所述第一刚性筒底部与底板之间用螺栓相连,螺栓配合安装在紧固孔内。
5.如权利要求1所述的成型陶瓷大直径环形制品用湿式等静压模具,其特征在于:所述柔性膜套紧密包住第二刚性筒的上、下端,柔性膜套和第二刚性筒之间采用抱箍方式紧密相连。
6.如权利要求1所述的成型陶瓷大直径环形制品用湿式等静压模具,其特征在于:所述第一刚性筒和第二刚性筒相互平行且同心设置,第一刚性筒和第二刚性筒均为钢筒结构。
7.如权利要求1所述的成型陶瓷大直径环形制品用湿式等静压模具,其特征在于:所述加料口的数量为4,且4个加料口均匀分布在柔性膜套的上端面。
8.如权利要求1至7中任一项所述的成型陶瓷大直径环形制品用湿式等静压模具,其特征在于:所述加料口为圆形加料口。
9.如权利要求中8所述的成型陶瓷大直径环形制品用湿式等静压模具,其特征在于:所述陶瓷大直径环形制品的外径和第二刚性筒的内径相同。
技术总结
本发明公开了一种成型陶瓷大直径环形制品用湿式等静压模具,包括第一刚性筒、第二刚性筒和柔性膜套,第一刚性筒安装在底板上,柔性膜套以第一刚性筒为中心且环绕分布在第一刚性筒外侧,柔性膜套远离第一刚性筒的一侧与第二刚性筒密封相连并在柔性膜套和第二刚性筒之间形成有填充料体用的密封腔,柔性膜套设有与密封腔相连通的至少一个加料口,加料口设有弹性塞头,第二刚性筒的上端和下端设有朝靠近柔性膜套方向下凹的收口,柔性膜套靠近第二刚性筒位置设有折叠褶皱段,柔性膜套的折叠褶皱段抵住第二刚性筒上收口部分的内壁,柔性膜套具有弹性,该模具能够保证毛坯外径尺寸达到最大化,扩大模具内径尺寸成型范围。
技术研发人员:顾永明,谭松山,罗锡锋,胡省康,胡龙辉,何剑武
受保护的技术使用者:宁波云德半导体材料有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!