钢结构厂房主体框架拼装方法与流程
本申请涉及钢结构建筑的领域,尤其是涉及一种钢结构厂房主体框架拼装方法。
背景技术:
1、钢结构建筑具有重量轻,强度高优点,在钢结构在厂房的应用中愈加广泛。钢结构厂房主体由钢立柱和钢桁架构成,钢立柱采用多块钢结构预制单元进行拼装,安装便捷性大大提高。
2、相关技术中,钢立柱的拼装一般在钢结构胎架上完成,通过将预制单元水平逐一放置在胎架上,相邻预制单元通过螺栓连接,然后用起重机将钢立柱吊至竖直状态,然后将钢立柱固定在施工地面,接着将钢桁架吊至钢立柱顶端,并完成拼接。
3、针对上述中的相关技术,申请人认为存在有以下缺陷:在实际施工中,经常受到场地大小限制,起重机无法进入施工现场,影响了厂房主体框架的拼装效率,因此仍有改进空间。。
技术实现思路
1、为了提高钢结构厂房主体框架的拼装效率,本申请提供一种钢结构厂房主体框架拼装方法。
2、本申请提供的一种钢结构厂房主体框架拼装方法采用如下的技术方案:
3、一种钢结构厂房主体框架拼装方法,包括以下步骤:
4、s1:安装拼装机构:将拼装机构安装在施工地面,然后组装拼装机构;
5、s2:施工准备:在施工地面上完成两根侧部钢立柱的拼装工作,然后在施工地面安装拼装机构,拼装机构用于直立拼装中部钢立柱,然后在拼装机构内自下而上垒放若干预制单元,并对相邻预制单元进行拼接固定;
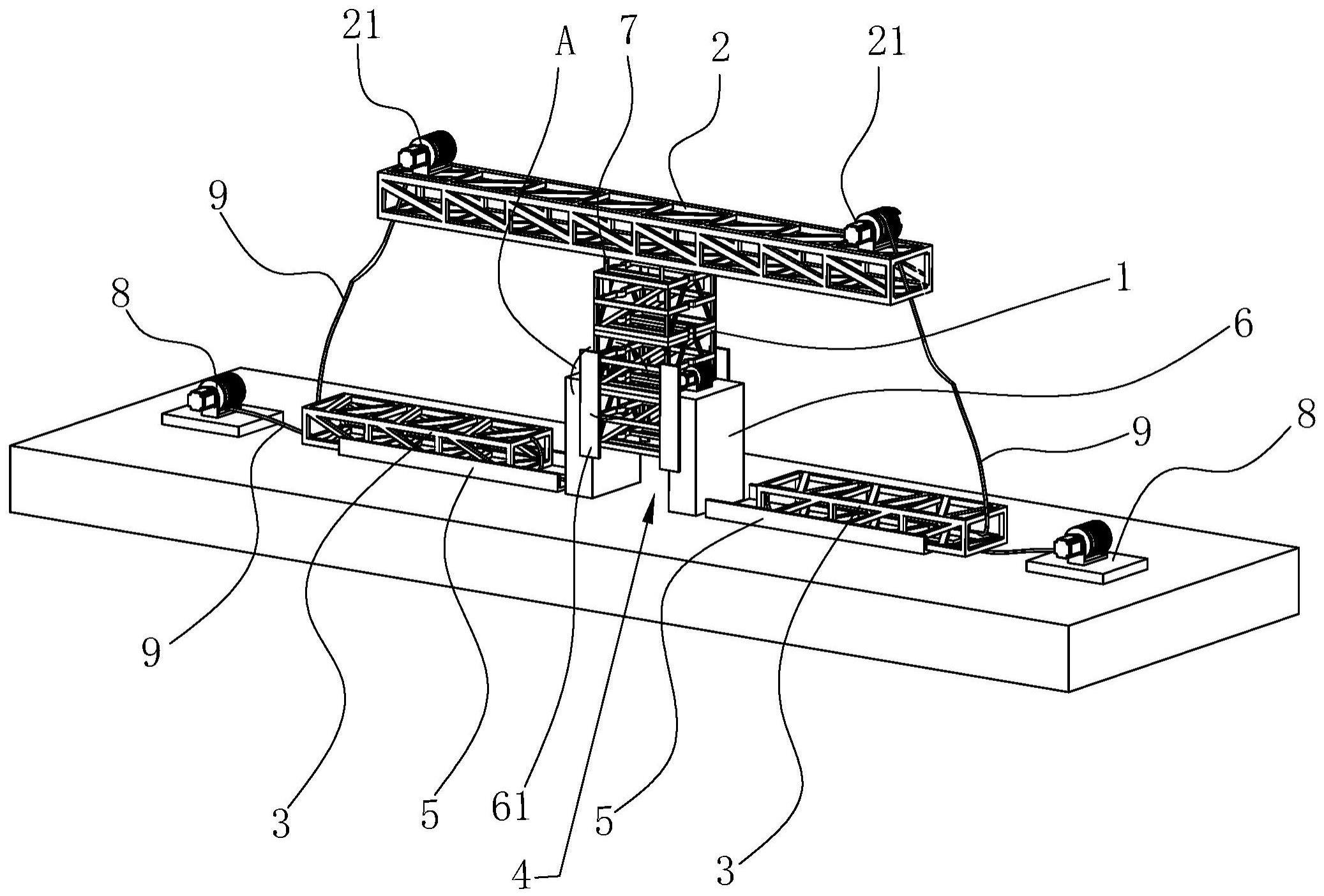
6、s3:钢桁架拼装:将钢桁架水平放置在最顶部的预制单元上,预制单元对钢桁架进行顶撑,在钢桁架两端分别安装第一卷扬机,两个第一卷扬机与两个侧部钢立柱的顶部连接;
7、s4:中部钢立柱拼装:拼装机构将已经拼装完成的若干预制单元提起,预制单元与施工地面之间形成用于放置预制单元的安装空间;然后进行预制单元入料操作,将等待拼装的预制单元放置在安装空间内;然后完成预制单元拼装操作,对等待拼装的预制单元以及已经完成拼装的预制单元进行拼装固定;再接着进行预制单元提料操作,通过拼装机构对完成拼装的预制单元进行提起;通过重复进行预制单元提料操作、预制单元入料操作以及预制单元拼装操作,直至将钢桁架顶至设计标高,即完成中部钢立柱拼装操作;
8、s5:起吊侧部钢立柱:同时启动第一卷扬机,将侧部钢立柱从水平状态提至竖直状态,最后完成中部钢立柱与钢桁架的拼接固定操作,以及完成侧部钢立柱与钢桁架的拼接固定操作。
9、通过采用上述技术方案,将中部钢立柱分成若干个预制单元,并用拼装机构对预制单元进行直立式拼装,与此同时,将钢桁架放置再顶部的预制单元上,并利用钢桁架两端的第一卷扬机将侧部钢立柱吊至竖直状态,无需采用大型吊机施工,减少对大型施工设备的依赖;在完成中部钢立柱的拼装的情况下,也完成钢桁架的就位,在完成钢桁架的就位的同时,也将第一卷扬机送至高处就位,方便侧部钢桁架的起吊安装,从而有利于提高钢结构厂房主体框架的施工效率。
10、优选的,所述拼装机构包括两块相互正对的导向座,两块所述导向座之间形成供预制单元上下滑动的滑动空间,两个导向座上端面设置有第二卷扬机,所述第二卷扬机的牵引绳连接有挂钩,所述挂钩用于与预制单元侧部钩接;在所述s4的预制单元提料操作中,通过将两个第二卷扬机的挂钩分别钩接在预制单元的两侧,并同时启动两个第二卷扬机,以将预制单元向上提起。
11、通过采用上述技术方案,导向座对预制单元起到了限位和导向作用,能够提高预制单元上提时的稳定性,进而减少钢桁架的晃动,有利于提高施工安全性以及流畅性。
12、优选的,所述预制单元侧部设置有供挂钩钩接定位的内凹部。
13、通过采用上述技术方案,使得挂钩与预制单元之间不发生相对偏移,有利于提高预制单元上移的稳定性。
14、优选的,所述导向座相互正对的一侧均设置有供预制单元滑动的竖向导轨。
15、通过采用上述技术方案,竖向导轨起到导向作用,有利于预制单元在上移过程中保持竖直,进而提高预制单元的上移稳定性。
16、优选的,所述竖向导轨的底部到施工地面的距离尺寸在一个预制单元到两个预制单元的高度尺寸范围内。
17、通过采用上述技术方案,从而可通过水平推送的方式将预制单元送入安装空间,以便完成等待拼装的预制单元在拼装机构内就位,有利于提高中部钢立柱的拼装效率。
18、优选的,所述施工地面设置有供侧部钢立柱滑动的横向导轨,所述横向导轨长度方向与钢桁架的长度方向一致。
19、通过采用上述技术方案,横向导轨起到导向作用,使得侧部钢立柱在翻至竖直状态过程中,保持在同一竖直平面,有利于提高侧部钢立柱上翻时的稳定性。
20、优选的,在所述s5的起吊侧部钢立柱步骤中,侧部钢立柱的初始状态水平放置,且侧部钢立柱的底部朝远离安装机构的方向设置;在侧部钢立柱起吊前,在施工地面安装两组第三卷扬机,两个第三卷扬机与两个侧部钢立柱一一对应,侧部钢立柱的顶部朝向第三卷扬机,第三卷扬机的牵引绳与侧部钢立柱的底部连接;在侧部钢立柱起吊时,同时启动第一卷扬机和第三卷扬机,侧部钢立柱在第一卷扬机与第三卷扬机的牵引下上摆至竖直状态。
21、通过采用上述技术方案,第三卷扬机在地面对侧部钢立柱底部进行牵拉,以协助第一卷杨机,同时对侧部钢立柱进行摆正,有利于提高钢立柱摆正过程中的稳定性。
22、优选的,在所述s1中,在位于顶部的预制单元内安装竖向千斤顶,竖向千斤顶用于调节钢桁架与位于顶部的预制单元的距离;所述s5中,在完成侧部钢立柱摆至竖直状态后,侧部钢立柱顶部与钢桁架底部抵接,侧部钢立柱的底部与施工地面存在距离,通过调节竖向千斤顶,使钢桁架下降,直至钢桁架底部与预制单元上端抵接时,钢立柱的底部与施工地面抵接。
23、在实际施工中,侧部钢立柱和中部钢立柱的高度相等,而侧部钢立柱在上翻过程中,侧部钢立柱顶部与地面最高距离尺寸是侧部钢立柱斜对角线,容易在上翻过程中将中部钢立柱带离地面,使得厂房主体框架安装过程中存在不稳定性,通过采用上述技术方案,能够利用竖向千斤顶来调高钢桁架的高度,以便于侧部钢立柱顺利摆至竖直状态,有利于提高厂房主体框架安装流畅性,进而提高主框架的安装效率。
24、综上所述,本申请包括以下至少一种有益技术效果:
25、1.通过用拼装机构完成若干预制单元的直立式拼装步骤,以完成中部钢立柱的拼装工作,将钢桁架放置再顶部的预制单元上,并利用钢桁架两端的第一卷扬机将侧部钢立柱吊至竖直状态,无需采用大型吊机施工,减少对大型施工设备的依赖;在完成中部钢立柱的拼装的情况下,也完成钢桁架的就位,在完成钢桁架的就位的同时,也将第一卷扬机送至高处就位,方便侧部钢桁架的起吊安装,有利于提高钢结构厂房主体框架的施工效率;
26、2.通过利用竖向千斤顶来调高钢桁架的高度,以便于侧部钢立柱顺利摆至竖直状态,有利于提高厂房主体框架安装流畅性,进而提高主框架的安装效率。
技术特征:
1.一种钢结构厂房主体框架拼装方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的钢结构厂房主体框架拼装方法,其特征在于:所述拼装机构包括两块相互正对的导向座(6),两块所述导向座(6)之间形成供预制单元(1)上下滑动的滑动空间,两个导向座(6)上端面设置有第二卷扬机,所述第二卷扬机的牵引绳(9)连接有挂钩(621),所述挂钩(621)用于与预制单元(1)侧部钩接;在所述s4的预制单元(1)提料操作中,通过将两个第二卷扬机的挂钩(621)分别钩接在预制单元(1)的两侧,并同时启动两个第二卷扬机,以将预制单元(1)向上提起。
3.根据权利要求2所述的钢结构厂房主体框架拼装方法,其特征在于:所述预制单元(1)侧部设置有供挂钩(621)钩接定位的内凹部(11)。
4.根据权利要求2所述的钢结构厂房主体框架拼装方法,其特征在于:所述导向座(6)相互正对的一侧均设置有供预制单元(1)滑动的竖向导轨(61)。
5.根据权利要求4所述的钢结构厂房主体框架拼装方法,其特征在于:所述竖向导轨(61)的底部到施工地面的距离尺寸在一个预制单元(1)到两个预制单元(1)的高度尺寸范围内。
6.根据权利要求1所述的钢结构厂房主体框架拼装方法,其特征在于:所述施工地面设置有供侧部钢立柱(3)滑动的横向导轨(5),所述横向导轨(5)长度方向与钢桁架(2)的长度方向一致。
7.根据权利要求1所述的钢结构厂房主体框架拼装方法,其特征在于:在所述s5的起吊侧部钢立柱(3)步骤中,侧部钢立柱(3)的初始状态水平放置,且侧部钢立柱(3)的底部朝远离安装机构的方向设置;在侧部钢立柱(3)起吊前,在施工地面安装两组第三卷扬机(8),两个第三卷扬机(8)与两个侧部钢立柱(3)一一对应,侧部钢立柱(3)的顶部朝向第三卷扬机(8),第三卷扬机(8)的牵引绳(9)与侧部钢立柱(3)的底部连接;在侧部钢立柱(3)起吊时,同时启动第一卷扬机(21)和第三卷扬机(8),侧部钢立柱(3)在第一卷扬机(21)与第三卷扬机(8)的牵引下上摆至竖直状态。
8.根据权利要求1所述的钢结构厂房主体框架拼装方法,其特征在于:在所述s1中,在位于顶部的预制单元(1)内安装竖向千斤顶(7),竖向千斤顶(7)用于调节钢桁架(2)与位于顶部的预制单元(1)的距离;所述s5中,在完成侧部钢立柱(3)摆至竖直状态后,侧部钢立柱(3)顶部与钢桁架(2)底部抵接,侧部钢立柱(3)的底部与施工地面存在距离,通过调节竖向千斤顶(7),使钢桁架(2)下降,直至钢桁架(2)底部与预制单元(1)上端抵接时,侧部钢立柱(3)的底部与施工地面抵接。
技术总结
本申请公开了一种钢结构厂房主体框架拼装方法,通过将拼装机构安装在施工地面,然后在拼装机构内自下而上垒放若干预制单元,并对相邻预制单元进行拼接固定;将钢桁架水平放置在最顶部的预制单元上,预制单元对钢桁架进行顶撑,在钢桁架两端分别安装第一卷扬机;接着拼装机构将已经拼装完成的若干预制单元提起,预制单元与施工地面之间形成用于放置预制单元的安装空间;通过重复进行预制单元提料操作、预制单元入料操作以及预制单元拼装操作,直至将钢桁架顶至设计标高,即完成中部钢立柱拼装操作;启动第一卷扬机,将侧部钢立柱从水平状态提至竖直状态。本申请具有提高钢结构厂房主体框架的拼装效率的效果。
技术研发人员:林少宏,郑灿航,林泽滨,沈忠钦,张景
受保护的技术使用者:广州盈德建筑工程有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!