晶棒切割系统及金刚线寿命检测方法与流程
本申请属于硅棒加工,尤其涉及一种晶棒切割系统及金刚线寿命检测方法。
背景技术:
1、金刚线在切片机中用来切割硅片,但是目前对金刚线的寿命评价是基于切割效果来评价,即1.5米金刚线本来可以切割80%的深度,但是现在按预设的切割参数,只切了60%,说明金刚线的质量较差、使用寿命较短。
2、然而,相关技术中,往往是基于一段金刚线的使用寿命来对后续同匝的金刚线的寿命进行判断,是一种笼统的判断方法,对金刚线寿命的判断精度较低,对已经切割磨损完的金刚线没有意义,但对那段被切割的硅棒而言,切割表面的形貌控制的可能略差,影响切片质量。
3、因此,有必要提供一种技术方案,解决相关技术中存在的金刚线寿命检测不及时导致晶棒切割质量难以把控的问题。
技术实现思路
1、本申请的目的在于提供一种技术方案,解决相关技术中存在的金刚线寿命检测不及时导致晶棒切割质量难以把控的问题。
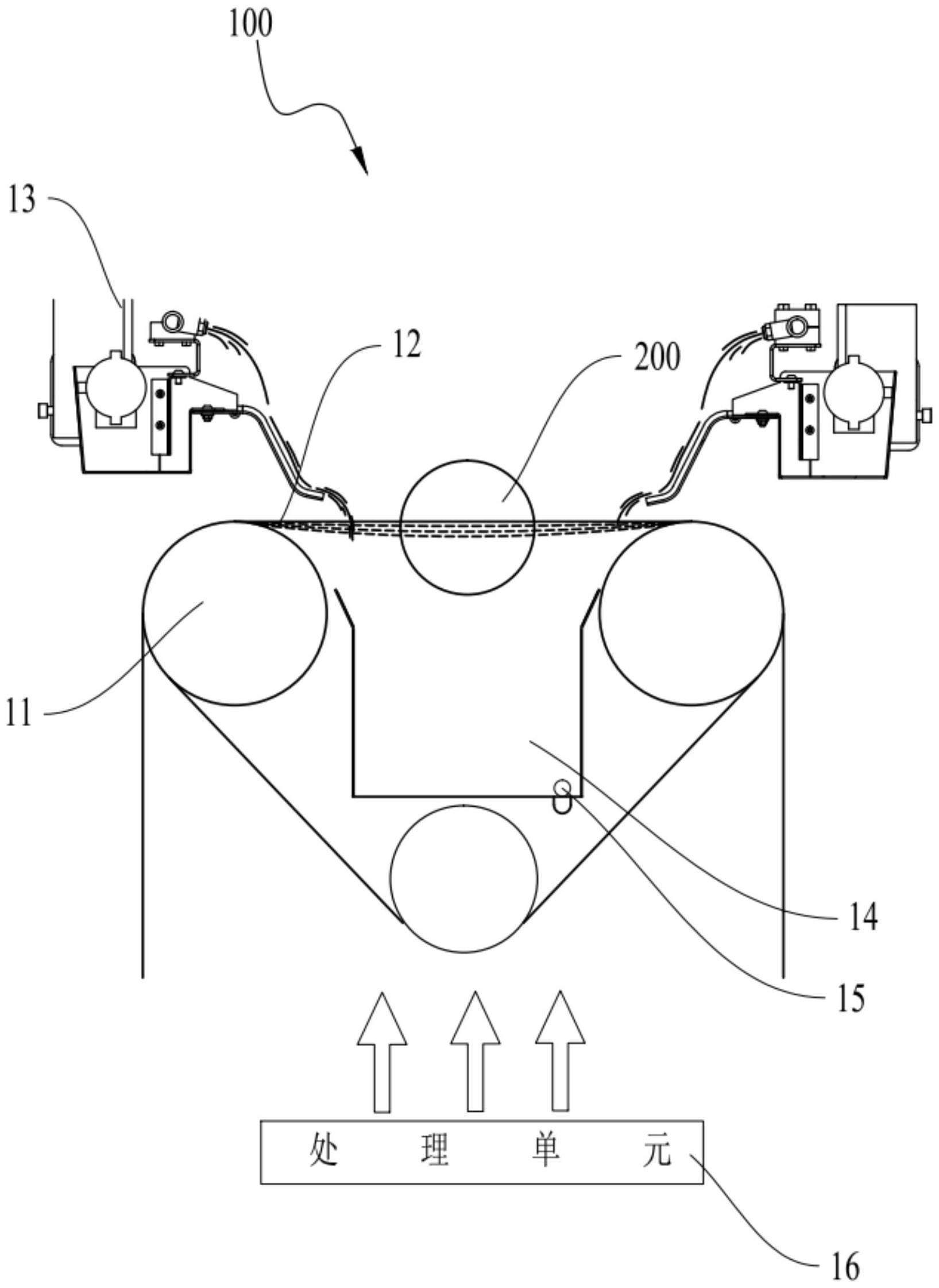
2、基于以上目的,本申请提供一种晶棒切割系统,包括:
3、至少两根切割棍,金刚线缠绕在两根切割棍上,在两根切割棍间组成切割线网,通过切割线网在两根切割棍之间的往复运动实现对晶棒的切割;
4、喷淋装置,在切割线网切割晶棒时,喷淋装置向切割线网喷淋冷却液;
5、接液槽,接收冷却液;
6、切割棍分为至少两个部分,按照每部分切割棍上所缠绕的金刚线,将切割线网划分为至少两个区域,接液槽对应设置有至少两个容纳腔,容纳腔对应接收经过区域的冷却液;
7、晶棒切割系统还包括与容纳腔数量对应的温度传感器,温度传感器用于检测各个容纳腔中冷却液的温度;
8、晶棒切割系统还包括处理单元,处理单元接收各个温度传感器获取的容纳腔中冷却液的温度,当任一容纳腔中冷却液温度超出预设温度范围时,判断切割线网中至少存在部分金刚线发生过度磨损。
9、进一步的,处理单元选择其中一个容纳腔中冷却液的温度为基准温度,分别获取其余容纳腔中冷却液温度相对基准温度的偏差,
10、将偏差与基准温度对比,当偏差在基准温度的占比大于或等于预设阈值,判断切割线网中至少存在部分金刚线发生过度磨损。
11、进一步的,处理单元选择最接近切割线网进线处的容纳腔的冷却液温度作为基准温度。
12、进一步的,预设温度范围和预设阈值均与以下参数的一种或多种相关:
13、进刀速度、金刚线线速度、晶棒切割系统的正反向供线速度以及对晶棒的切割深度。
14、进一步的,处理单元实时记录各个容纳腔中冷却液的温度变化;
15、处理单元将各个容纳腔中的冷却液温度拟合,获得温度曲线;
16、当任一容纳腔中冷却液温度偏离温度曲线时,判断该容纳腔所对应的切割线网区域中存在金刚线发生过度磨损。
17、进一步的,系统还包括储线装置,储线装置用于在切割线网的进线处收放线,并在切割线网的出线处收放线,以使切割线网在切割棍间进行往复运动;
18、当处理单元判断切割线网中至少存在部分金刚线发生过度磨损时,处理单元控制储线装置提高正反向供线的差值,以将过度磨损的金刚线置换。
19、本申请还提供一种金刚线寿命检测方法,方法包括以下步骤:
20、金刚线缠绕在两根切割棍上,在两根切割棍间组成切割线网,切割棍分为至少两个部分,按照每部分切割棍上所缠绕的金刚线,将切割线网划分为至少两个区域;
21、在切割线网切割晶棒时,向切割线网喷淋冷却液;
22、在切割线网下方设置接液槽,接液槽中设置至少两个容纳腔,容纳腔对应接收经过区域的冷却液;
23、检测各个容纳腔中的冷却液温度,当任一容纳腔中冷却液的温度超出预设温度范围时,判断切割线网中至少存在部分金刚线发生过度磨损。
24、进一步的,以任一容纳腔中冷却液的温度作为基准温度,分别获取其余容纳腔中冷却液的温度相对基准温度的偏差;
25、将偏差与基准温度对比,当偏差在基准温度的占比大于或等于预设阈值,判断切割线网中至少存在部分金刚线发生过度磨损。
26、进一步的,选择最接近切割线网进线处的容纳腔,将该容纳腔中冷却液的温度作为基准温度。
27、进一步的,方法还包括:
28、实时记录各个容纳腔中冷却液的温度变化;
29、处理单元将各个容纳腔中的冷却液温度拟合,获得温度曲线;
30、当任一容纳腔中冷却液温度偏离温度曲线时,判断该容纳腔所对应的切割线网区域中存在金刚线发生过度磨损。
31、综上,本申请实施例提供一种晶棒切割系统和金刚线寿命检测方法,通过检测切割线网各个区域的温度以此来判断金刚线是否发生过度磨损,可以在晶棒切割过程中及时发现金刚线发生过度磨损的状况,及时将过的磨损的金刚线置换,从而可以确保晶棒的切片质量。
技术特征:
1.一种晶棒切割系统,包括:
2.根据权利要求1所述的晶棒切割系统,其特征在于,
3.根据权利要求2所述的晶棒切割系统,其特征在于,
4.根据权利要求2所述的晶棒切割系统,其特征在于,
5.根据权利要求1所述的晶棒切割系统,其特征在于,
6.根据权利要求1至5任一项所述的晶棒切割系统,其特征在于,
7.一种金刚线寿命检测方法,其特征在于,所述方法包括以下步骤:
8.根据权利要求7所述的金刚线寿命检测方法,其特征在于,
9.根据权利要求8所述的金刚线寿命检测方法,其特征在于,
10.根据权利要求7所述的金刚线寿命检测方法,其特征在于,所述方法还包括:
技术总结
本申请提供一种晶棒切割系统,包括:至少两根切割棍,金刚线缠绕在两根切割棍上,在两根切割棍间组成切割线网;喷淋装置,向切割线网喷淋冷却液;接液槽,接收冷却液;将切割线网划分为至少两个区域,接液槽对应设置有至少两个容纳腔,容纳腔对应接收经过区域的冷却液;各个容纳腔中分别设置有温度传感器;系统还包括处理单元,处理单元接收各个容纳腔中冷却液的温度,当任一容纳腔中冷却液温度超出预设温度范围时,判断切割线网中至少存在部分金刚线发生过度磨损。本申请还提供一种金刚线寿命检测方法,根据本申请提供的晶棒切割系统和金刚线寿命检测方法,可以在晶棒切割过程中及时发现金刚线发生过度磨损的状况。
技术研发人员:邱文杰,苏剑,汪磊,唐华英,黄喆
受保护的技术使用者:浙江求是半导体设备有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!