一种轻质内墙宽板生产方法与流程
本发明涉及装配式建筑,尤其涉及一种轻质内墙宽板生产方法。
背景技术:
1、装配式建筑尤其是装配式钢结构建筑,实现其标准化设计、工厂化生产、智能化制造、装配化施工,符合国家政策要求。装配式钢结构建筑因其具有较高的施工效率,良好的结构力学性能以及显著的经济效益等优点,一直是国内外建筑领域中的研究热点,同时也是建筑行业的发展趋势。
2、装配式钢结构建筑具有抗震性能优越、生产周期短、建筑空间布置灵活、综合经济效益好、舒适度高等诸多优点,在国内的研究和应用也日益增多。钢结构建筑通常通过梁柱节点连接来实现装配化。传统钢框架中梁柱刚性连接节点采用的形式有栓焊混合连接、全焊接、全栓接,这三种连接形式也属于广义的装配式连接节点形式。前两种连接形式由于受到环境和工人施工水平等因素的影响,焊接质量难以稳定控制,给节点连接受力性能埋下安全隐患。全栓接梁柱连接节点费工费料,工程中鲜有采用,且这些连接装配化程度不高,无法满足真正意义上的装配建筑的要求。
3、目前市面上常见的装配式钢结构建筑常使用方钢管柱,其具有各向等强,抗扭刚度大,承载能力高、钢管端头封闭后抗腐蚀性能好、外形规则等优点,同时具有很好的建筑适用性,与h型钢柱组成的结构相比,其用钢量少,成本低等,故已成为多层钢框架设计中常用的柱截面形式,方钢管柱与h型钢梁或钢管梁等连接而成的装配式钢框架结构体系已成为钢结构住宅的一个发展方向。
4、基于上述内容,本申请提出一种轻质内墙宽板生产方法。
技术实现思路
1、本发明的目的在于提供一种轻质内墙宽板生产方法,以解决背景技术中所提出的问题。
2、本发明为解决上述技术问题,采用以下技术方案来实现:
3、一种轻质内墙宽板生产方法,具体包括以下内容:
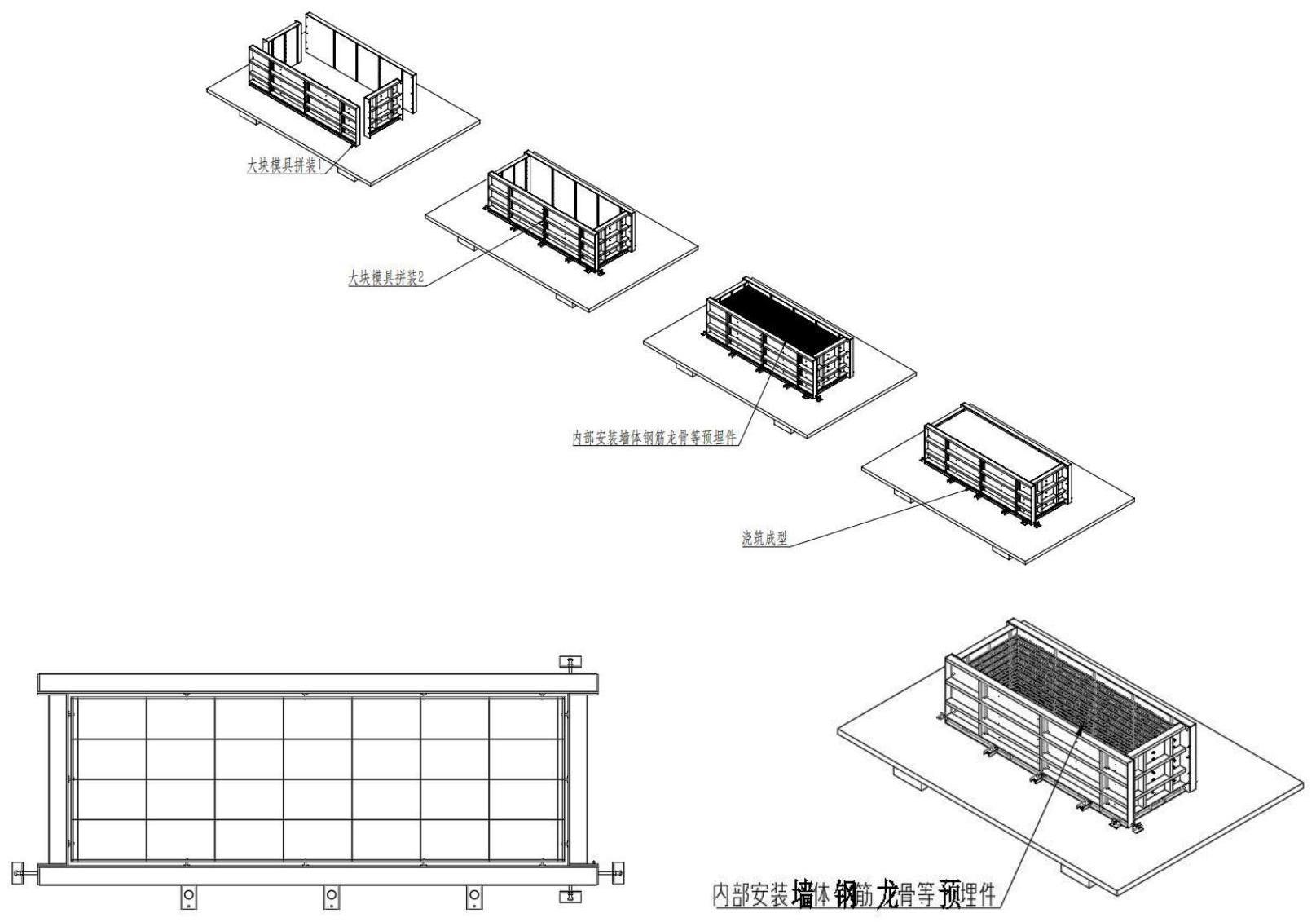
4、s1、模台准备:对轻质内墙宽板制备用模台进行清理、放线,同时在模台上喷涂脱模剂;
5、s2、钢模板组装:将根据预制构件形式制作的型钢模板进行组装、连接;
6、s3、钢筋网片、龙骨预置:进行钢筋网片的绑扎和龙骨的固定焊接;
7、s4、埋件安装:将拉结件、加劲板、螺纹套筒连接件焊接连接到钢筋网片上,按照构件形式及图纸绑扎加工的钢筋网片,并焊接加固;
8、s5、钢筋龙骨入模固定:将钢筋网片放入模板内并与模具固定到位;
9、s6、隐蔽检查:检查龙骨及钢筋网片、后期零部件、预留孔洞、预埋件的安装情况;
10、s7、混凝土浇筑:用陶粒混凝土布料机投料浇筑,然后用高频振动机振动模台进行振动密实,接着用蒸汽对砼进行加热养护;
11、s8、块状毛坯切割成片:采用切割设备将块状坯料切割成为片状墙板成品;
12、s9、出厂标记:对预制构件进行尺寸测量、强度检查,并根据所在楼栋、楼层、部位对每个构件进行独立编号标识;墙板产品检查合格后,做好出厂标记。
13、优选地,所述方法所制得的轻质内墙宽板的宽度为1200~1500mm,填补了市场空白。
14、优选地,s3中所述钢筋网片采用φ6~φ8的hrb355或hrb400带肋钢筋制作,所制得的钢筋网片符合《钢筋混凝土用钢第2部分:热轧带肋钢筋》gb/t1499.2标准要求;
15、所述龙骨采用q235或q355碳素结构钢薄钢板冲压然后焊接成框架结构而成,所述龙骨符合《碳素结构钢和低合金热轧钢热轧薄钢板和钢带》gb 912标准要求。
16、优选地,s4中所述螺纹套筒采用q235钢棒通过机加工方法制成;所述螺纹套筒分为连接用螺纹套筒和吊装用螺纹套筒。
17、优选地,s7中所使用的混凝土为陶粒发泡混凝土。
18、优选地,s8中所述切割设备包括切割台竖直切割轨道和切割道具,采用行车式往复切割方式,开片厚度由机械式自动挡位调节,可调节厚度范围为50~150mm。
19、本发明的有益效果是:
20、1、本发明采用钢板制成的边模板和整体箱式大模块浇筑加工工艺,生产效率高同时,能够确保墙板质量。
21、2、本发明采用钢模固化后的箱式大模块整体块体、然后锯切开片成为单片墙板的加工工艺方法。钢模具具有组装快捷、方便拆卸、墙板产品容易脱模特点,钢模同时具有良好的固定作用,能有效防止混凝土浇筑时钢筋移位,保证墙板的制造质量和提高使用寿命。
22、3、墙板生产模具可以多规格、任意尺寸组装工艺;内墙板装配过程中,往往需要不同规格(厚度50~150mm)的墙板进行装配。
技术特征:
1.一种轻质内墙宽板生产方法,其特征在于,具体包括以下内容:
2.根据权利要求1所述的一种轻质内墙宽板生产方法,其特征在于,所述方法所制得的轻质内墙宽板的宽度为1200~1500mm。
3.根据权利要求1所述的一种轻质内墙宽板生产方法,其特征在于,s3中所述钢筋网片采用φ6~φ8的hrb355或hrb400带肋钢筋制作;所述龙骨采用q235或q355碳素结构钢薄钢板冲压然后焊接成框架结构而成。
4.根据权利要求1所述的一种轻质内墙宽板生产方法,其特征在于,s4中所述螺纹套筒采用q235钢棒通过机加工方法制成;所述螺纹套筒分为连接用螺纹套筒和吊装用螺纹套筒。
5.根据权利要求1所述的一种轻质内墙宽板生产方法,其特征在于,s7中所使用的混凝土为陶粒发泡混凝土。
6.根据权利要求1所述的一种轻质内墙宽板生产方法,其特征在于,s8中所述切割设备包括切割台竖直切割轨道和切割道具,采用行车式往复切割,开片厚度由机械式自动挡位调节,可调节厚度范围为50~150mm。
技术总结
本发明公开了一种轻质内墙宽板生产方法,属于装配式建筑技术领域。本发明所提出的一种轻质内墙宽板生产方法,采用钢板制成的边摸板组模和整体箱式大模块浇筑加工工艺,生产效率高同时,能够确保墙板质量。采用钢模固化后的箱式大模块整体块体、然后锯切开片成为单片墙板的加工工艺方法。钢模具具有组装快捷、方便拆卸、墙板产品容易脱模特点,钢模同时具有良好的固定作用,能有效防止混凝土浇筑时钢筋移位,保证墙板的制造质量和提高使用寿命。更进一步地,内墙板装配过程中,往往需要采用不同规格(厚度50~150mm)的墙板进行装配,采用本专利生产模具及加工方法,可以进行多规格、任意尺寸轻质内墙板加工。
技术研发人员:陈瀚,陈生明,张钢英,袁富贵,陈建平,曲金光
受保护的技术使用者:上海阿格坦姆建筑科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!