一种双激光辅助加工、修复一体刀具
本发明涉及超精密加工、激光辅助加工,尤其涉及一种双激光辅助加工、修复一体刀具。
背景技术:
1、高性能的极难加工材料被广泛应用于航空航天和光学检测等领域,如单晶硅、石英玻璃、陶瓷等。由于这些材料存在着高硬度、高耐磨性及易脆性等特点,采用单点金刚石切削加工方式时,存在着刀具磨损严重、表面加工质量差等问题,严重地制约了这些材料在各领域中的应用。
2、为了解决上述问题,近年来,多种外场辅助加工方法被引入到切削加工工艺中,其中激光辅助车削加工方法由于可局部加热待加工区域,能够实现硬脆性材料的超精密加工同时降低刀具磨损。但是单点金刚石在加工过程中,将在加工表面留下刀纹,而这些刀纹将引起镜面光的散射现象,严重影响系统的光学性能。
3、因此,在延缓刀具磨损的同时,如何保证极难加工材料表面的面型精度成为了本领域急需解决的难题。
技术实现思路
1、本发明要解决的技术问题是克服现有技术的不足,提供一种能够实现激光硬脆性材料的超精密加工,降低刀具磨损,同时能够对车削过程中在工件表面留下的刀痕进行修复的双激光辅助加工、修复一体刀具。
2、为解决上述技术问题,本发明采用以下技术方案:
3、一种双激光辅助加工、修复一体刀具,包括
4、刀体,用于对工件进行切削加工;
5、加工激光组件,用于加热工件待加工区域;
6、修复激光组件,用于加热工件表面的刀纹波峰处。
7、作为上述技术方案的进一步改进:
8、所述加工激光组件和所述修复激光组件产生的两个激光束的光路均从所述刀体中穿过。
9、所述刀体包括前刀面、后刀面、上端面、下端面、后上端面和后下端面,所述加工激光组件产生的加工激光光束从所述后上端面入射并从所述前刀面或者刀尖位置出射;所述修复激光组件的产生的修复激光光束从所述后下端面入射并从所述后刀面出射。
10、所述前刀面的角度为负前角,适用于脆性材料的加工。
11、由于刀体1的前刀面为负前角,为了避免加工激光束在前刀面发生全反射,导致加工激光无法从前刀面出射,将后上端面设置一定的倾斜角度,加工激光光束到达所述前刀面的入射角为:
12、α3=α2+α4-α0;
13、而,根据三角关系可得:α0=α1;
14、根据折射定律可得:
15、
16、其中,α0为加工激光光束在后上端面上的入射角,α1为后上端面与竖直方向的夹角,α2为加工激光光束在后上端面上的的折射角,α3为加工激光光束在前刀面上的入射角,α4为前刀面与竖直方向的夹角,n0为空气对加工激光光束的折射率,n1为刀体对加工激光光束的折射率。
17、进一步地,为了使加工激光束从前刀面出射后尽可能的接近加工区域,可调整加工激光光束入射至后上端面的角度。
18、所述刀体为单晶金刚石刀具,前刀面倾角为负值且数值大于25°,后刀面倾角为-10°,加工激光为连续或者高重频激光。
19、修复激光为连续或者高重频激光。
20、所述加工激光组件包括:
21、加工激光发生器和引导光发生器,加工激光发生器用于产生连续或者高重频激光,引导光发生器和加工激光发生器发出的光同轴,且引导光发生器发出的光为可见光波段;
22、加工激光整形部分,包括激光准直透镜和激光聚焦镜,加工激光发生器和引导光发生器通过光纤与加工激光整形部分连接。
23、所述修复激光组件包括:
24、修复激光发生器,用于产生连续或者高重频激光;
25、修复激光整形部分,包括激光准直透镜和衍射光学元件,修复激光发生器通过光纤与修复激光整形部分连接。
26、所述修复激光组件入射光与刀体刃口中心的距离为:
27、d=d+f/2;
28、而,d=f/v;
29、其中,d为工件表面刀纹的间距,f为进给速度,v为主轴转速,f为进给量。
30、与现有技术相比,本发明的优点在于:
31、1)本发明采用双激光辅助加工、修复一体刀具,包括加工激光组件和修复激光组件,一方面能够实现激光辅助切削加工,实现硬脆性材料的超精密加工的同时降低刀体磨损,另一方面能同时通过激光对切削过程中在加工表面留下的刀痕实时进行修复。具体而言:修复激光照射到工件表面刀纹波峰处,由于在高温照射下,刀纹波峰处产生融化,并在表面张力作用下流向波谷,从而降低工件表面整体的粗糙度,起到抛光修复的作用。通过在加工过程中实时对切削产生的刀纹进行抛光修复,不仅能够缩短整体加工的时间,而且能够提高工件的表面质量。
32、2)本发明的加工及修复两个激光束的光路都是从刀体中穿过,因此光路不受外界环境的影响。
33、3)本发明通过限定刀体后上端面的角度,使得加工及修复两个激光束不会折射或者反射到刀具基座,从而避免激光加热刀具基座,可降低因刀具受热膨胀影响加工工件面形的质量。
技术特征:
1.一种双激光辅助加工、修复一体刀具,其特征在于:包括
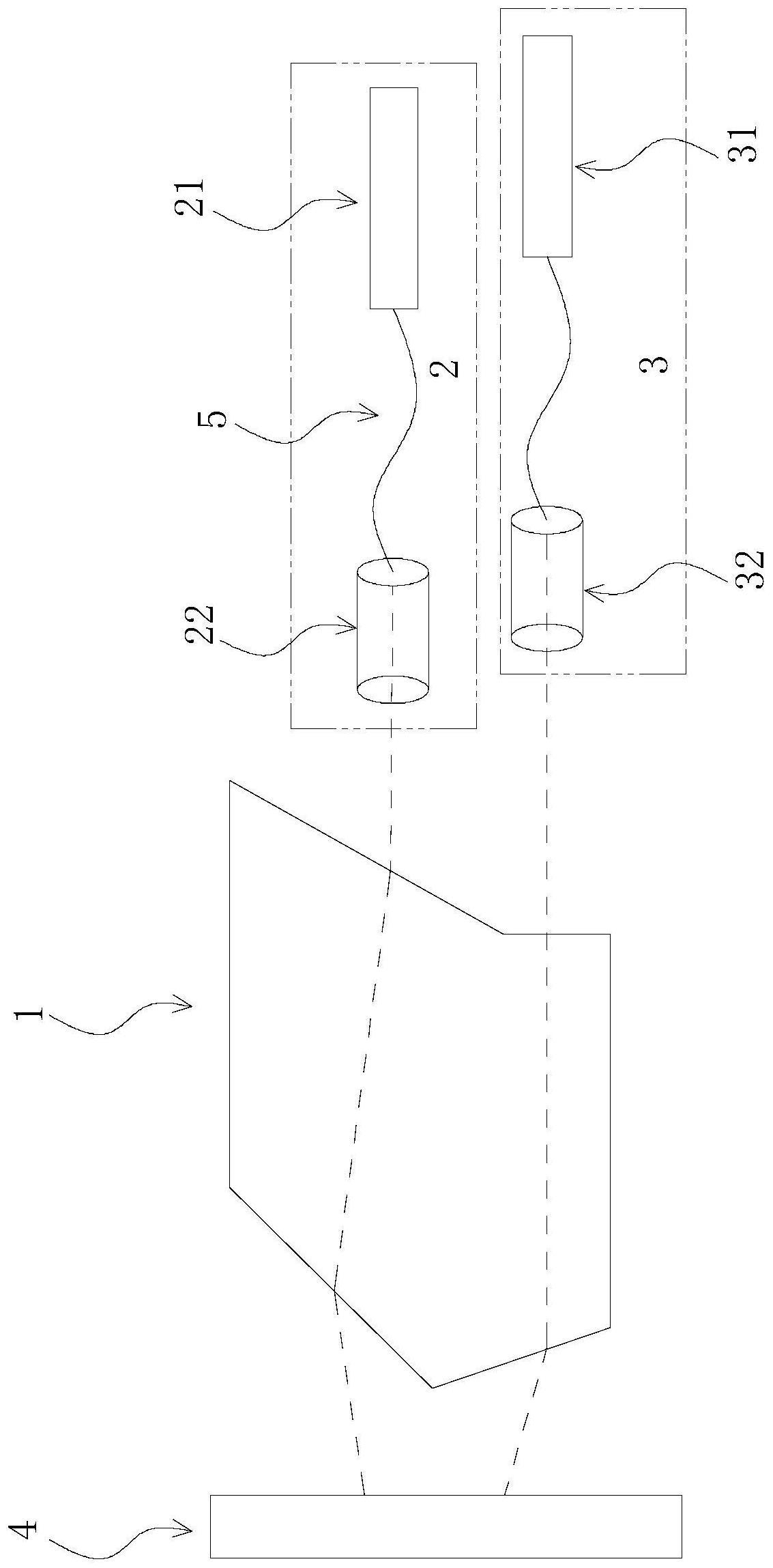
2.根据权利要求1所述的双激光辅助加工、修复一体刀具,其特征在于:所述加工激光组件(2)和所述修复激光组件(3)产生的两个激光束的光路均从所述刀体(1)中穿过。
3.根据权利要求2所述的双激光辅助加工、修复一体刀具,其特征在于:所述刀体(1)包括前刀面(11)、后刀面(12)、上端面(13)、下端面(14)、后上端面(15)和后下端面(16),所述加工激光组件(2)产生的加工激光光束从所述后上端面(15)入射并从所述前刀面(11)或者刀尖位置出射;所述修复激光组件(3)的产生的修复激光光束从所述后下端面(16)入射并从所述后刀面(12)出射。
4.根据权利要求3所述的双激光辅助加工、修复一体刀具,其特征在于:所述前刀面(11)的角度为负前角。
5.根据权利要求4所述的双激光辅助加工、修复一体刀具,其特征在于:加工激光光束到达所述前刀面(11)的入射角为:
6.根据权利要求5所述的双激光辅助加工、修复一体刀具,其特征在于:所述刀体(1)为单晶金刚石刀具,前刀面倾角为负值且数值大于25°,后刀面倾角为-10°,加工激光为连续或者高重频激光。
7.根据权利要求6所述的双激光辅助加工、修复一体刀具,其特征在于:修复激光为连续或者高重频激光。
8.根据权利要求1至7中任一项所述的双激光辅助加工、修复一体刀具,其特征在于:所述加工激光组件(2)包括:
9.根据权利要求1至7中任一项所述的双激光辅助加工、修复一体刀具,其特征在于:所述修复激光组件(3)包括:
10.根据权利要求1至7中任一项所述的双激光辅助加工、修复一体刀具,其特征在于:所述修复激光组件(3)入射光与刀体(1)刃口中心的距离为:
技术总结
本发明公开了一种双激光辅助加工、修复一体刀具,包括刀体,用于对工件进行切削加工;加工激光组件,用于加热工件待加工区域;修复激光组件,用于加热工件表面的刀纹波峰处。本发明公开的双激光辅助加工、修复一体刀具一方面能够实现激光辅助切削加工,实现硬脆性材料的超精密加工的同时降低刀体磨损,另一方面能同时通过激光对切削过程中在加工表面留下的刀痕实时进行修复。具体而言:修复激光照射到工件表面刀纹波峰处,由于在高温照射下,刀纹波峰处产生融化,并在表面张力作用下流向波谷,从而降低工件表面整体的粗糙度,起到抛光修复的作用。
技术研发人员:熊玉朋,黄铖,欧洋,戴一帆,彭小强
受保护的技术使用者:中国人民解放军国防科技大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!