一种球顶直边淋釉部件及淋釉方法与流程
本发明涉及淋釉器,具体涉及一种球顶直边淋釉部件及淋釉方法。
背景技术:
1、施釉作为陶瓷瓷砖(岩板)生产中必不可少的一道工序,目前常用的施釉方法主要有淋釉和喷釉两种,而国内主流的淋釉工艺主要为钟罩式淋釉,其所对应的设备为钟罩淋釉器,总的来说淋釉设备操作简单,但对釉幕厚度、釉浆的比重、黏度都有一定的要求。
2、然而现有的钟罩淋釉器的淋釉部件采用圆形弧面结构的钟罩,因为结构原理的原因,多年来一直困扰行业,当坯体(砖坯、岩板等)经过钟罩下方的时候,淋到坯体上的釉料会产生钟罩纹,影响施釉品质,进而影响陶瓷产品质量的难题。
技术实现思路
1、为了解决上述技术问题,本发明提供了一种球顶直边淋釉部件及淋釉方法。
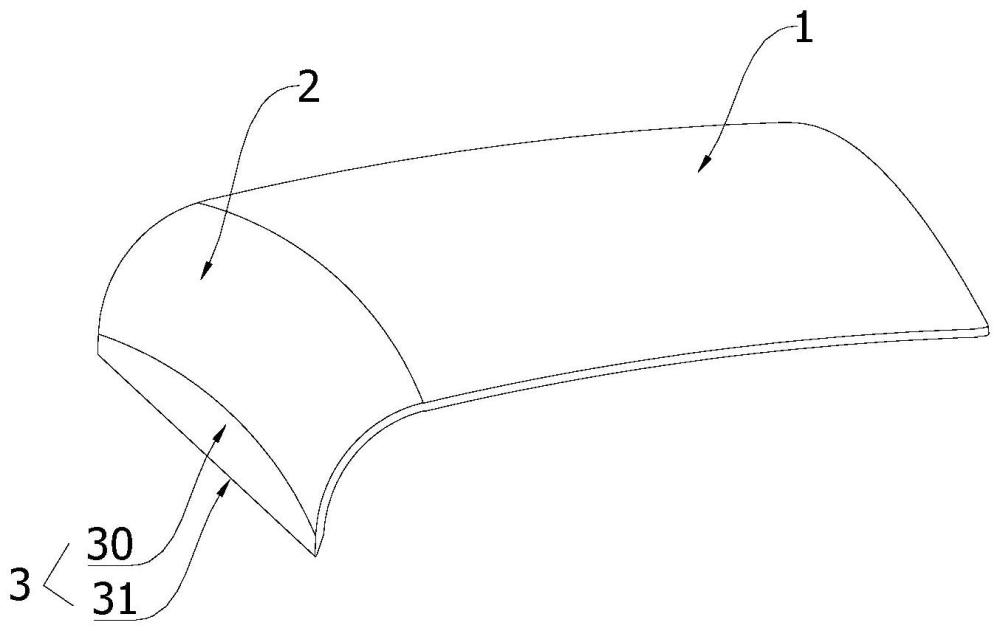
2、本发明解决上述技术问题的技术方案如下:一种球顶直边淋釉部件,包括:
3、釉料承接区,釉料承接区为球顶结构;
4、弧形过渡区,弧形过渡区与釉料承接区平滑相接;
5、斜面直边区,斜面直边区与弧形过渡区平滑相接,斜面直边区向外倾斜,并与弧形过渡区具有倾角;
6、通过釉料承接区和弧形过渡区对釉料进行拉薄和均化,并通过斜面直边区使得拉薄和均化后的釉料形成直线型釉幕。
7、进一步地,斜面直边区包括与弧形过渡区相适配的倾斜平面以及与倾斜平面平滑相接的直边刀口,直边刀口的后沿面为内斜面,该内斜面与铅锤面具有夹角。
8、进一步地,釉料承接区上放置有用于釉料进行缓流的稳流环。
9、进一步地,釉料承接区上放置有用于对两侧及中部的釉料进行分配的配流弧。
10、进一步地,釉料承接区上设置有用于对釉料进行围挡的挡釉条。
11、进一步地,斜面直边区的斜面与铅锤面之间的夹角为1.5°-50°。
12、进一步地,釉料承接区的球顶中心至直边刀口在垂直方向的水平距离为球顶半径的1/10-1/3。
13、进一步地,弧形过渡区的过渡圆弧半径为釉料承接区的球顶半径的1/10-1/40。
14、进一步地,斜面直边区的长度为釉料承接区的球顶至直边刀口在垂直方向的水平距离的1-5倍。
15、本发明还提供了一种球顶直边淋釉部件的淋釉方法,包括以下步骤:
16、s1:将淋釉部件安装在淋釉器的安装架上,并调整好淋釉部件与釉料释放容器的位置和角度;
17、s2:打开釉料释放容器,釉料流入釉料承接区,并沿釉料承接区的球顶向中部及两侧流动,随后釉料流经弧形过渡区向斜面直边区流动,通过过釉料承接区的球顶和弧形过渡区的弧面,在液体表面张力作用下,对釉料进行拉薄和均化;
18、s3:经过拉薄和均化后的釉料经斜面直边区流下,并在直边刀口处形成厚薄均匀的釉幕;
19、s4:将坯体以一定速度穿过釉幕,釉料均匀地平铺在坯体表面,形成厚薄均匀的釉膜,完成施釉作业。
20、本发明具有以下有益效果:本发明所提供的一种球顶直边淋釉部件及淋釉方法,运用流体力学设计,其结构可靠,使用性能好,通过釉料承接区和弧形过渡区的液体表面张力作用,对釉料进行拉薄和均化,彻底消除釉料中细微气泡,并通过斜面直边区使得拉薄和均化后的釉料形成直线型釉幕,釉幕厚薄均匀,有效地避免了传统钟罩淋釉器中间薄、两侧厚的施釉圆弧边积分效应问题,同时彻底解决了传统钟罩淋釉器困扰多年的,在其施釉时,会产生钟罩纹难题。并且,该斜面直边区具有前沿斜面,有效地避免釉料内返。此外,本申请中通过对各个区域形状和比例运用流体力学,进行特定设计,有效地保证釉料流动路径的稳定可靠性,大大提高施釉品质,保证产品质量。且节约釉料,降低使用成本,并更加环保。
技术特征:
1.一种球顶直边淋釉部件,其特征在于,包括:
2.根据权利要求1所述的球顶直边淋釉部件,其特征在于,所述斜面直边区(3)包括与所述弧形过渡区(2)相适配的倾斜平面(30)以及与所述倾斜平面(30)平滑相接的直边刀口(31),所述直边刀口(31)的后沿面为内斜面,该内斜面与铅锤面具有夹角。
3.根据权利要求1所述的球顶直边淋釉部件,其特征在于,所述釉料承接区(1)上放置有用于釉料进行缓流的稳流环(4)。
4.根据权利要求1所述的球顶直边淋釉部件,其特征在于,所述釉料承接区(1)上放置有用于对两侧及中部的釉料进行分配的配流弧(5)。
5.根据权利要求1所述的球顶直边淋釉部件,其特征在于,所述釉料承接区(1)上设置有用于对釉料进行围挡的挡釉条(6)。
6.根据权利要求2所述的球顶直边淋釉部件,其特征在于,所述斜面直边区(3)的内斜面与铅锤面之间的夹角为1.5°-50°。
7.根据权利要求2所述的球顶直边淋釉部件,其特征在于,所述釉料承接区(1)的球顶中心至直边刀口(31)在垂直方向的水平距离为球顶半径的1/10-1/3。
8.根据权利要求2所述的球顶直边淋釉部件,其特征在于,弧形过渡区(2)的过渡圆弧半径为釉料承接区(1)的球顶半径的1/10-1/40。
9.根据权利要求2所述的球顶直边淋釉部件,其特征在于,斜面直边区(3)的长度为釉料承接区(1)的球顶至直边刀口(31)在垂直方向的水平距离的1-5倍。
10.一种基于权利要求1至9任一项所述的球顶直边淋釉部件的淋釉方法,其特征在于,包括以下步骤:
技术总结
本发明公开了一种球顶直边淋釉部件及淋釉方法,包括釉料承接区、弧形过渡区以及斜面直边区,釉料承接区为球顶结构,弧形过渡区与釉料承接区平滑相接,斜面直边区与弧形过渡区平滑相接,斜面直边区向外倾斜,并与弧形过渡区具有倾角。通过釉料承接区和弧形过渡区对釉料进行拉薄和均化,并通过斜面直边区使得釉料形成直线型釉幕。本发明通过釉料承接区和弧形过渡区的液体表面张力作用,对釉料进行拉薄和均化,彻底消除釉料中细微气泡,并通过斜面直边区使得拉薄和均化后的釉料形成直线型釉幕,釉幕厚薄均匀,避免了传统钟罩淋釉器中间薄、两侧厚的施釉圆弧边积分效应问题,同时彻底解决了传统钟罩淋釉器在施釉时会产生钟罩纹,影响施釉品质的难题。
技术研发人员:李小成,许安东,周超
受保护的技术使用者:四川汉莫尼机械设备有限公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!