防弹插板及制备方法与流程
本发明涉及防弹插板,尤其涉及一种防弹插板及制备方法。
背景技术:
1、大部分的防弹衣是由多层芳纶或者聚乙烯pe制成的,虽然这种防弹衣穿起来比较轻便,但是由于材料和技术的限制,只能防得住9mm和44口径的手枪子弹。面对步枪时防弹衣就束手无策了。为了能够防得住更高级别的威胁,需要用上防弹插板。
2、市面上的防弹插板大致分为钢铁类、聚乙烯类以及陶瓷类,其中又以陶瓷类应用最为广泛,在陶瓷类防弹插板的制备过程中可以通过压机将粉料压制得到素坯,再将素坯进行烧结,但是在压制过程中,随着压制的素坯的不断变薄,对压机的压力需求也在不断变高,到最终需要非常大的压力值才能压制得到需要的厚度,成本非常高。
技术实现思路
1、本发明提供一种防弹插板及制备方法,用以解决现有技术中使用压机压制防弹插板时对压机的压力需求太高,需要非常大的压机压力,成本高的缺陷,可以以较小的压机压力压制得到。
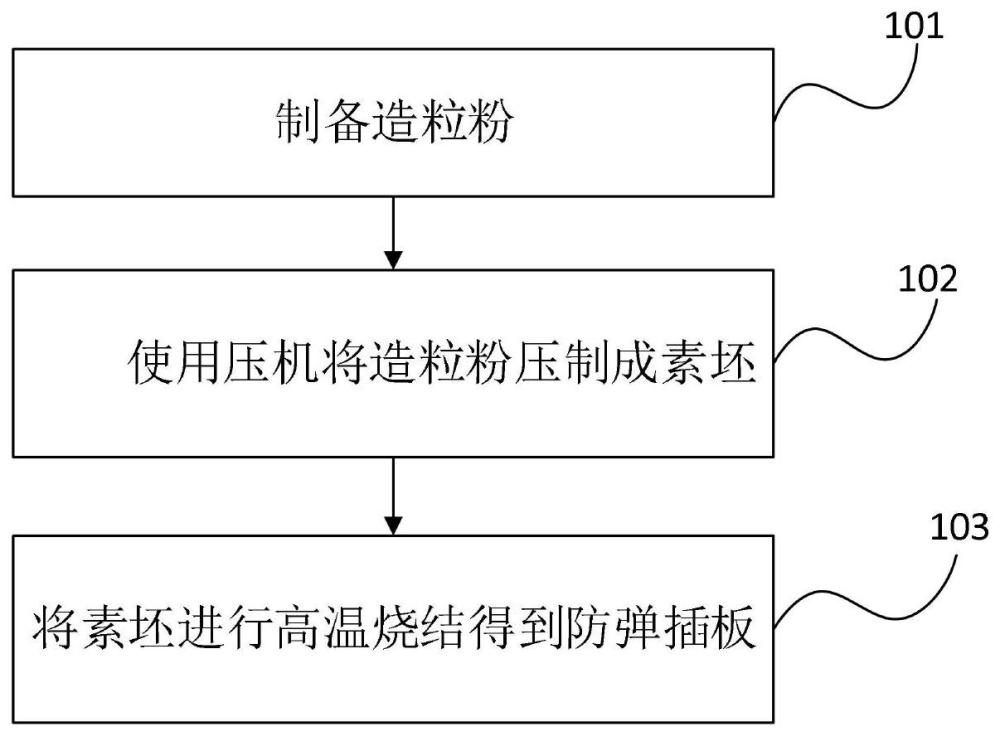
2、本发明提供一种防弹插板的制备方法,包括:
3、制备造粒粉,造粒粉包括:α-碳化硅70-90份,胶体石墨1-5份,结合剂1-5份,流动剂1-5份,润滑剂1-5份,水1-10份,乙醇1-5份;
4、使用压机将造粒粉压制成素坯;
5、将素坯进行高温烧结得到防弹插板。
6、根据本发明提供的防弹插板的制备方法,制备造粒粉,包括:
7、通过喷雾干燥机将原材料进行造粒,得到造粒粉。
8、根据本发明提供的防弹插板的制备方法,使用压机将造粒粉压制成素坯,包括:
9、使用2000吨的压机将造粒粉压制成1510平方厘米的素坯,压机的轴向收缩比为1.21倍,径向收缩比为1.23倍。
10、根据本发明提供的防弹插板的制备方法,将素坯进行高温烧结得到防弹插板,包括:
11、将1510平方厘米的素坯高温烧结,得到1000平方厘米的防弹插板。
12、本发明还提供一种制备防弹插板的造粒粉,包括:
13、α-碳化硅70-90份,胶体石墨1-5份,结合剂1-5份,流动剂1-5份,润滑剂1-5份,水1-10份,乙醇1-5份。
14、本发明还提供一种制备防弹插板的造粒粉,包括:
15、α-碳化硅75-95份,胶体石墨2-4份,结合剂2-4份,流动剂2-4份,润滑剂2-4份,水3-7份,乙醇2-4份。
16、本发明还提供一种制备防弹插板的造粒粉,包括:
17、α-碳化硅80份,胶体石墨3份,结合剂3.5份,流动剂2.2份,润滑剂3份,水5份,乙醇3.3份。
18、根据本发明提供的制备防弹插板的造粒粉,造粒粉的粒径为60微米-80微米。
19、根据本发明提供的制备防弹插板的造粒粉,还包括:脱模剂1-3份。
20、本发明还提供一种防弹插板,应用上述任一种制备方法制备得到。
21、本发明还提供一种电子设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,处理器执行程序时实现如上述任一种防弹插板的制备方法。
22、本发明还提供一种非暂态计算机可读存储介质,其上存储有计算机程序,该计算机程序被处理器执行时实现如上述任一种防弹插板的制备方法。
23、本发明还提供一种计算机程序产品,包括计算机程序,计算机程序被处理器执行时实现如上述任一种防弹插板的制备方法。
24、本申请的方案中通过对制备防弹插板的原料的组分进行了改进,同时改进了防弹插板的制作工艺,具体的,将压制过程中的轴向收缩比和径向收缩比进行调整,降低了防弹插板的压制过程所需要的压机的压力值,成本大大降低。
技术特征:
1.防弹插板的制备方法,其特征在于,包括:
2.根据权利要求1所述的防弹插板的制备方法,其特征在于,所述制备造粒粉,包括:
3.根据权利要求1所述的防弹插板的制备方法,其特征在于,所述使用压机将所述造粒粉压制成素坯,包括:
4.根据权利要求3所述的防弹插板的制备方法,其特征在于,所述将所述素坯进行高温烧结得到防弹插板,包括:
5.制备防弹插板的造粒粉,其特征在于,包括:
6.制备防弹插板的造粒粉,其特征在于,包括:
7.制备防弹插板的造粒粉,其特征在于,包括:
8.根据权利要求5-7任一项所述的制备防弹插板的造粒粉,其特征在于,造粒粉的粒径为60微米-80微米。
9.根据权利要求5-7任一项所述的制备防弹插板的造粒粉,其特征在于,还包括:脱模剂1-3份。
10.防弹插板,其特征在于,应用权利要求1-4任一项所述的制备方法制备得到。
技术总结
本发明涉及防弹插板领域,提供一种防弹插板及制备方法,其中防弹插板的制备方法包括:制备造粒粉,造粒粉包括:α‑碳化硅70‑90份,胶体石墨1‑5份,结合剂1‑5份,流动剂1‑5份,润滑剂1‑5份,水1‑10份,乙醇1‑5份;使用压机将造粒粉压制成素坯;将素坯进行高温烧结得到防弹插板。用以解决现有技术中使用压机压制防弹插板时对压机的压力需求太高,需要非常大的压机压力,成本高的缺陷,可以以较小的压机压力压制得到。
技术研发人员:梅晓慧,苗义高,黄由顺,邓友忠
受保护的技术使用者:浙江领崎科技有限责任公司
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!