陶瓷基复合材料带冠涡轮转子叶片近净成型用模具
本发明属于航空发动机用复合材料热端部件制造,尤其涉及陶瓷基复合材料带冠涡轮转子叶片近净成型用模具。
背景技术:
1、涡轮转子叶片是航空发动机最关键的热端部件之一,其结构不仅具有复杂的曲面特征,而且为了减少间隙流动损失和振动,低压涡轮转子叶片一般还带冠。随着对航空发动机性能需求的逐步提高,对带冠涡轮转子叶片的重量、使用温度等提出了更高的要求。
2、目前,带冠涡轮转子叶片所采用的高温合金已经难以满足先进航空发动机安全可靠工作所必须的耐温需求和结构减重需求。连续纤维增强陶瓷基复合材料具有比刚度大、比强度高、耐高温、耐腐蚀、密度低等诸多优点,被认为是最具潜力的应用于先进航空发动机热端部件的材料。
3、采用连续纤维增强陶瓷基复合材料制备带冠涡轮转子叶片部件主要分为两个步骤。第一步是制造带冠涡轮转子叶片预制体,预制体可以由铺层堆叠成型或整体仿形成型。第二步是采用化学气相渗透、前驱体聚合物分解或反应溶体浸渗等方法生长界面沉积基体。上述沉积方法有一个共同点就是在沉积过程中均需要使用模具对预制体进行固定和防护。因为纤维编织的预制体较为松软,如果没有模具固定,陶瓷基复合材料涡轮转子叶片的形状和尺寸将难以保证,会发生翘曲、扭曲、弯折等缺陷,导致产品报废,造成经济损失。因此,在陶瓷基复合材料带冠涡轮转子叶片制备过程中,模具是不可或缺的工装。然而,目前国内对于陶瓷基复合材料带冠涡轮转子叶片近净成型用模具的设计方案相对缺乏,严重制约了陶瓷基复合材料带冠涡轮转子叶片的工程化应用。
技术实现思路
1、本发明所要解决的技术问题是针对上述现有技术的不足,提供陶瓷基复合材料带冠涡轮转子叶片近净成型用模具。
2、为实现上述技术目的,本发明采取的技术方案为:
3、陶瓷基复合材料带冠涡轮转子叶片近净成型用模具,陶瓷基复合材料带冠涡轮转子叶片预制体包括依次连接的榫头预制体、缘板预制体、叶身预制体和叶冠预制体,其特征是:包括榫头模块、叶身模块和叶冠模块,榫头模块由榫头前模和榫头后模构成,榫头前模和榫头后模合围形成腔体a,榫头预制体被固定在腔体a中,叶身模块由叶背翼型模和叶盆翼型模构成,叶背翼型模和叶盆翼型模合围形成腔体b,叶身预制体被固定在腔体b中,叶冠模块包括定位块,榫头前模上端面、榫头后模下端面分别与叶背翼型模下端面、叶盆翼型模下端面配合,夹紧缘板预制体的上下表面,叶背翼型模上端面、叶盆翼型模上端面分别与定位块配合,夹紧叶冠预制体上下表面,榫头模块和叶身模块上均设置有沉积孔,沉积孔分别与腔体a和腔体b连通,沉积气体能通过沉积孔注入腔体a和腔体b中。
4、为优化上述技术方案,采取的具体措施还包括:
5、上述的榫头前模和榫头后模的左右两侧均设置有横向的榫头安装孔,榫头前模上的榫头安装孔和榫头后模上的榫头安装孔相互对齐,第一紧固件同时穿过榫头前模和榫头后模的榫头安装孔,将榫头前模和榫头后模相互固定。
6、上述的榫头前模和榫头后模的上端设置有竖向的榫头配合孔,叶背翼型模和叶盆翼型模的下端设置有竖向的下叶身配合孔,榫头配合孔和下叶身配合孔相互对齐,第二紧固件同时卡入榫头配合孔和下叶身配合孔,使榫头模块和叶身模块相互靠近,压紧缘板预制体。
7、上述的叶背翼型模和叶盆翼型模的左右两侧均设置有横向的叶身安装孔,叶背翼型模上的叶身安装孔和叶盆翼型模上的叶身安装孔相互对齐,第三紧固件同时穿过叶背翼型模和叶盆翼型模的叶身安装孔,将叶背翼型模和叶盆翼型模相互固定。
8、上述的叶冠预制体上设置有两道平行的篦齿预制体,叶冠模块由左定位块、右定位块和中间垫块构成,左定位块位于中间垫块左侧,右定位块位于中间垫块右侧,两道平行的篦齿预制体分别位于左定位块和中间垫块之间、右定位块和中间垫块之间,左定位块和右定位块上均设置有竖向的叶冠第一配合孔,叶背翼型模和叶盆翼型模的上端设置有竖向的上叶身配合孔,叶冠第一配合孔和上叶身配合孔相互对齐,第四紧固件同时卡入叶冠第一配合孔和上叶身配合孔,使定位块和叶身模块相互靠近,压紧叶冠预制体。
9、上述的左定位块和右定位块上均设置有横向的叶冠第二配合孔,第五紧固件同时卡入左定位块和右定位块的叶冠第二配合孔,将左定位块和右定位块向中间垫块方向挤压,进而使左定位块、右定位块和中间垫块配合,将篦齿预制体夹紧。
10、上述的第一紧固件和第三紧固件为石墨长螺栓和石墨锁紧螺母,石墨长螺栓穿过相应安装孔后,由石墨锁紧螺母锁固。
11、上述的榫头模块、叶身模块和叶冠模块均由石墨材料制作。
12、上述的榫头前模和榫头后模与榫头预制体的接触面加工为榫头结构型面,另一面为平面;叶背翼型模与叶身预制体的接触面加工为叶背翼型,另一面为平面;叶盆翼型模与叶身预制体的接触面加工为叶盆翼型,另一面为平面。
13、本发明具有以下优点:
14、1、本发明提供了一种航空发动机陶瓷基复合材料带冠涡轮转子叶片近净成型用模具,采用石墨材料制备三大模块,采用石墨长螺栓和石墨锁紧螺母固定并压紧压实带冠涡轮转子叶片预制体,解决了不同模块定位和准确配合问题,便于拆卸和组装,为涡轮叶片的近净成型提供了有力条件。
15、2、本模具保证了带冠涡轮转子叶片表面少余量加工,避免了叶冠、缘板此类较薄的预制体发生翘曲和褶皱,提高了带冠涡轮转子叶片的制备质量和生产效率。
技术特征:
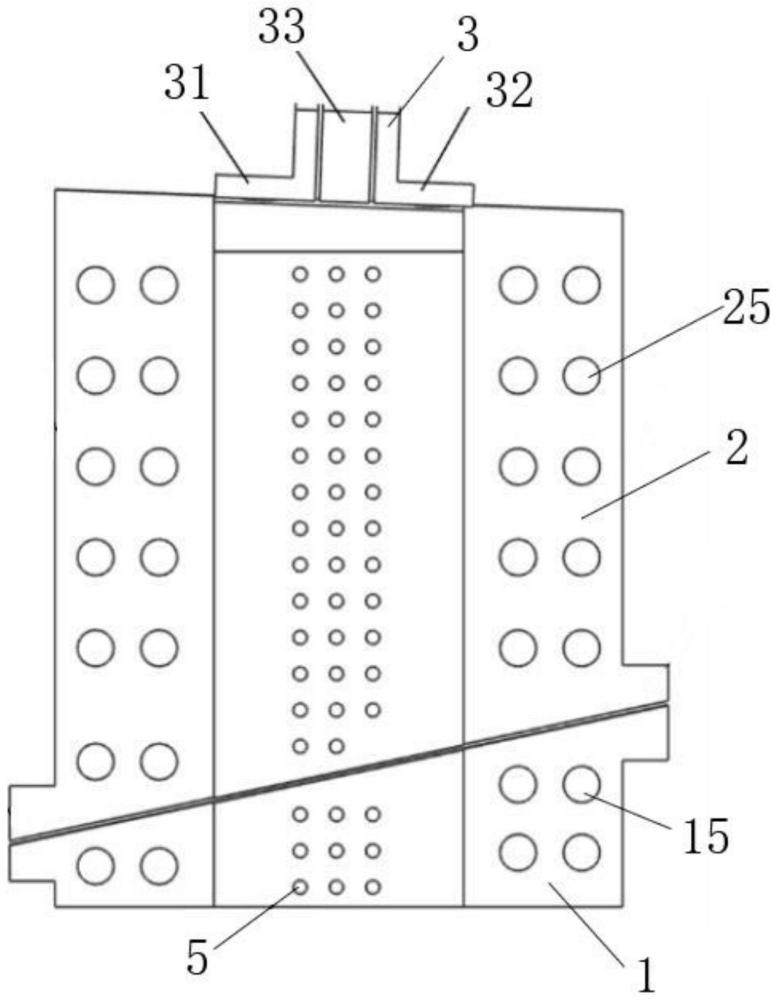
1.陶瓷基复合材料带冠涡轮转子叶片近净成型用模具,陶瓷基复合材料带冠涡轮转子叶片预制体(4)包括依次连接的榫头预制体(41)、缘板预制体(42)、叶身预制体(43)和叶冠预制体(44),其特征是:包括榫头模块(1)、叶身模块(2)和叶冠模块(3),所述的榫头模块(1)由榫头前模(11)和榫头后模(12)构成,所述的榫头前模(11)和榫头后模(12)合围形成腔体a(13),所述的榫头预制体(41)被固定在腔体a(13)中,所述的叶身模块(2)由叶背翼型模(21)和叶盆翼型模(22)构成,所述的叶背翼型模(21)和叶盆翼型模(22)合围形成腔体b(23),所述的叶身预制体(43)被固定在腔体b(23)中,所述的叶冠模块(3)包括定位块,所述的榫头前模(11)上端面、榫头后模(12)下端面分别与叶背翼型模(21)下端面、叶盆翼型模(22)下端面配合,夹紧缘板预制体(42)的上下表面,所述的叶背翼型模(21)上端面、叶盆翼型模(22)上端面分别与定位块配合,夹紧叶冠预制体(44)上下表面,所述的榫头模块(1)和叶身模块(2)上均设置有沉积孔(5),所述的沉积孔(5)分别与腔体a(13)和腔体b(23)连通,沉积气体能通过沉积孔(5)注入腔体a(13)和腔体b(23)中。
2.根据权利要求1所述的陶瓷基复合材料带冠涡轮转子叶片近净成型用模具,其特征是:所述的榫头前模(11)和榫头后模(12)的左右两侧均设置有横向的榫头安装孔(15),所述的榫头前模(11)上的榫头安装孔(15)和榫头后模(12)上的榫头安装孔(15)相互对齐,第一紧固件同时穿过榫头前模(11)和榫头后模(12)的榫头安装孔(15),将榫头前模(11)和榫头后模(12)相互固定。
3.根据权利要求2所述的陶瓷基复合材料带冠涡轮转子叶片近净成型用模具,其特征是:所述的榫头前模(11)和榫头后模(12)的上端设置有竖向的榫头配合孔(14),所述的叶背翼型模(21)和叶盆翼型模(22)的下端设置有竖向的下叶身配合孔(24),所述的榫头配合孔(14)和下叶身配合孔(24)相互对齐,第二紧固件同时卡入榫头配合孔(14)和下叶身配合孔(24),使榫头模块(1)和叶身模块(2)相互靠近,压紧缘板预制体(42)。
4.根据权利要求3所述的陶瓷基复合材料带冠涡轮转子叶片近净成型用模具,其特征是:所述的叶背翼型模(21)和叶盆翼型模(22)的左右两侧均设置有横向的叶身安装孔(25),所述的叶背翼型模(21)上的叶身安装孔(25)和叶盆翼型模(22)上的叶身安装孔(25)相互对齐,第三紧固件同时穿过叶背翼型模(21)和叶盆翼型模(22)的叶身安装孔(25),将叶背翼型模(21)和叶盆翼型模(22)相互固定。
5.根据权利要求4所述的陶瓷基复合材料带冠涡轮转子叶片近净成型用模具,其特征是:所述的叶冠预制体(44)上设置有两道平行的篦齿预制体(45),所述的叶冠模块(3)由左定位块(31)、右定位块(32)和中间垫块(33)构成,所述的左定位块(31)位于中间垫块(33)左侧,右定位块(32)位于中间垫块(33)右侧,两道平行的篦齿预制体(45)分别位于左定位块(31)和中间垫块(33)之间、右定位块(32)和中间垫块(33)之间,所述的左定位块(31)和右定位块(32)上均设置有竖向的叶冠第一配合孔(34),所述的叶背翼型模(21)和叶盆翼型模(22)的上端设置有竖向的上叶身配合孔(26),所述的叶冠第一配合孔(34)和上叶身配合孔(26)相互对齐,第四紧固件同时卡入叶冠第一配合孔(34)和上叶身配合孔(26),使定位块和叶身模块(2)相互靠近,压紧叶冠预制体(44)。
6.根据权利要求5所述的陶瓷基复合材料带冠涡轮转子叶片近净成型用模具,其特征是:所述的左定位块(31)和右定位块(32)上均设置有横向的叶冠第二配合孔(35),所述的第五紧固件同时卡入左定位块(31)和右定位块(32)的叶冠第二配合孔(35),将左定位块(31)和右定位块(32)向中间垫块(33)方向挤压,进而使左定位块(31)、右定位块(32)和中间垫块(33)配合,将篦齿预制体(45)夹紧。
7.根据权利要求6所述的陶瓷基复合材料带冠涡轮转子叶片近净成型用模具,其特征是:所述的第一紧固件和第三紧固件为石墨长螺栓和石墨锁紧螺母,所述的石墨长螺栓穿过相应安装孔后,由石墨锁紧螺母锁固。
8.根据权利要求1所述的陶瓷基复合材料带冠涡轮转子叶片近净成型用模具,其特征是:所述的榫头模块(1)、叶身模块(2)和叶冠模块(3)均由石墨材料制作。
9.根据权利要求7所述的陶瓷基复合材料带冠涡轮转子叶片近净成型用模具,其特征是:所述的榫头前模(11)和榫头后模(12)与榫头预制体(41)的接触面加工为榫头结构型面,另一面为平面。
10.根据权利要求7所述的陶瓷基复合材料带冠涡轮转子叶片近净成型用模具,其特征是:所述的叶背翼型模(21)与叶身预制体(43)的接触面加工为叶背翼型,另一面为平面;叶盆翼型模(22)与叶身预制体(43)的接触面加工为叶盆翼型,另一面为平面。
技术总结
本发明公开了陶瓷基复合材料带冠涡轮转子叶片近净成型用模具,主要由榫头模块、叶身模块和叶冠模块构成。榫头模块设置有与叶片预制体榫头结构相配合的腔体A,叶身模块设置有与叶片预制体叶身结构相配合的腔体B。榫头模块和叶身模块设置了保证相互准确配合的定位销钉孔。缘板和叶冠等较薄结构预制体采用开放式固定方式,避免了纤维布在合模过程中可能发生的翘曲和褶皱。叶冠模块与叶身模块设置了保证相互准确配合的定位安装孔。长螺栓和锁紧螺母用于压紧压实预制体,以保证叶片各处型面满足要求。本发明可以快速拆卸和组装,有效实现陶瓷基复合材料带冠涡轮转子叶片近净成型并提高成品率。
技术研发人员:张盛,刘晨阳,张煦,高希光,宋迎东,于国强,周岳,陈强,侯佳文
受保护的技术使用者:南京航空航天大学
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!