一种中、边梁预制生产线的制作方法
本技术属于桥梁施工,尤其涉及一种中、边梁预制生产线。
背景技术:
1、国内桥梁多采用集中预制安装的模式,如图1所示,预制t梁分为中梁20和边梁,所有中梁20的腹板两侧都有横隔板40,而边梁的腹板外侧无横隔板,内侧则有横隔板,这造成中梁和边梁模板不通用。并且边梁分为左边梁10和右边梁30,因预制梁顶板带有2%横坡,所以,左边梁的高边侧有横隔板,右边梁的低边侧有横隔板,这造成边梁模板也不通用。
2、现阶段预制梁场多采用生产线工艺,固定轨道和移动底座配合固定的液压侧模,此种工艺相比传统的固定台座更加自动化,效率和安全性、质量都有所提高,但因为多个移动底座只能沿着轨道单向流水前进,且模板为固定液压模板,在不增加生产线的前提下,常规方法想要实现生产中梁、左边梁、右边梁只能通过采用3套液压模板来实现。
3、为节约成本,有必要开发一种能够满足3种生产中梁、左边梁、右边梁,又能够减少模板的数量的技术方法。
技术实现思路
1、本申请提出了一种由2套液压模板便能实现生产3种型号t梁(中梁、左边梁、右边梁)的生产线布置方法。本申请所采用的技术方案如下:
2、一种中、边梁预制生产线,包括:
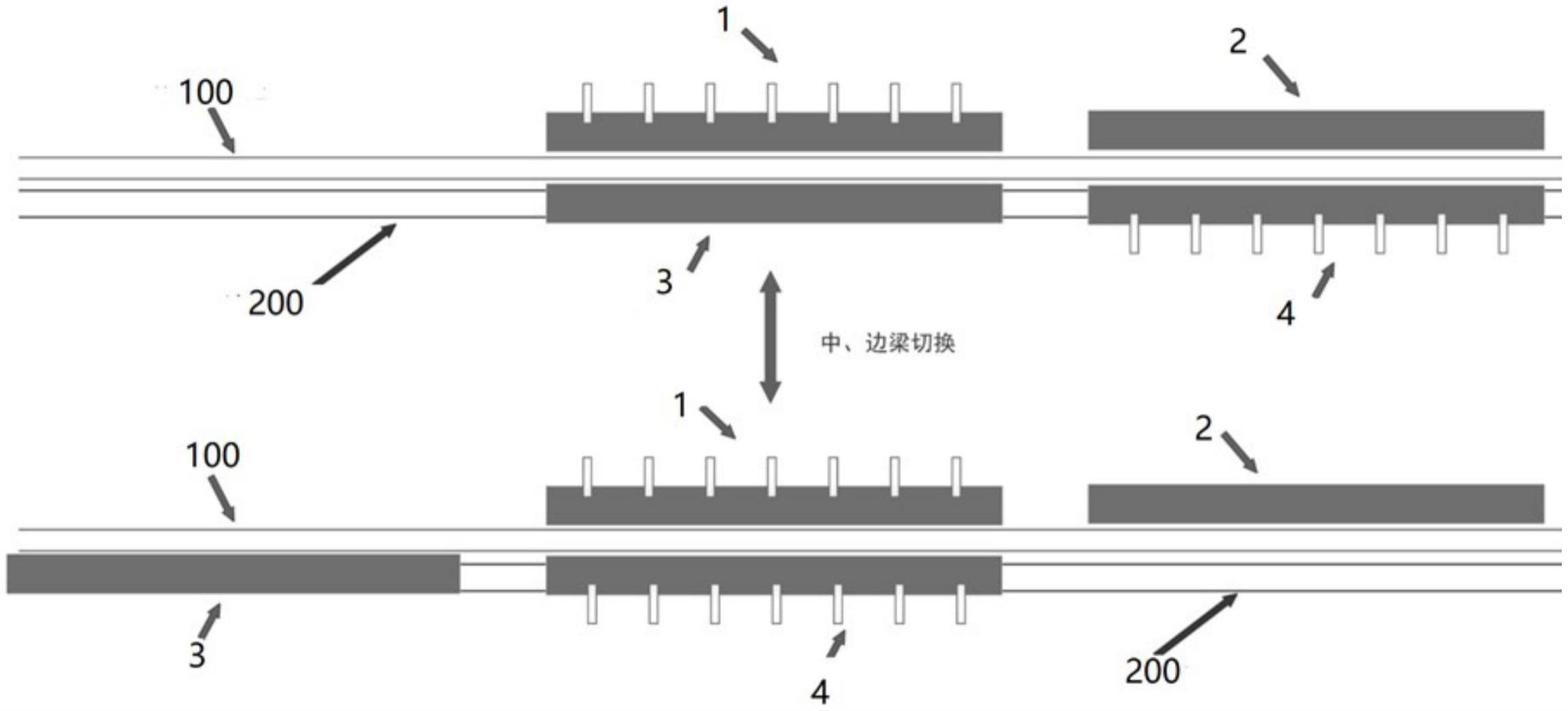
3、生产线轨道,在生产线轨道的一侧沿着其纵向由左至右依次布置固定的第一模板、第二模板,第一模板具有横隔板,第二模板不带横隔板,
4、模板纵移轨道,平行设置在生产线轨道的另一侧,在模板纵移轨道上,沿纵向由左至右依次设置有可移动的第三模板、第四模板,第三模板不带横隔板,第四模板带横隔板,
5、其中,通过移动模板,使得达到边梁生产线状态,边梁生产线状态下,第三模板和第一模板对正,第三模板所在高度比第一模板的所在高度低,从而制作左边梁,第二模板和第四模板对正,第二模板所在高度比第四模板的所在高度高,从而制作右边梁,
6、其中,通过移动模板,使得达到中梁生产线状态,中梁生产线状态下,仅第一模板、第四模板对正,第一模板所在高度比第四模板所在高度低,通过第一模板和第四模板制作中梁。
7、可选的,通过支座垫石调整模板放置的高度。
8、可选的,第三模板、第四模板通过直线电机推动沿模板纵移轨道的纵向移动。
9、可选的,在所述生产线轨道上还设置有两个移动台座。
10、可选的,移动台座根据生产线状态移动到正对的模板之间。
11、可选的,各模板是液压模板。
12、本申请实现了在同一条生产线上采用2套模板即可生产3种型号的预制t梁,即中梁、左边梁和右边梁,相比于采用3套模板才能实现生产3种型号预制t梁的传统方案来说,减少了资金投入,达成了资源利用最优化。
技术特征:
1.一种中、边梁预制生产线,其特征在于,包括:
2.根据权利要求1所述的中、边梁预制生产线,其特征在于,通过支座垫石调整模板放置的高度。
3.根据权利要求1所述的中、边梁预制生产线,其特征在于,第三模板、第四模板通过直线电机推动沿模板纵移轨道的纵向移动。
4.根据权利要求1所述的中、边梁预制生产线,其特征在于,在所述生产线轨道上还设置有两个移动台座。
5.根据权利要求4所述的中、边梁预制生产线,其特征在于,移动台座根据生产线状态移动到正对的模板之间。
6.根据权利要求1所述的中、边梁预制生产线,其特征在于,各模板是液压模板。
技术总结
本申请公开一种中、边梁预制生产线,预制生产线包括:生产线轨道,在生产线轨道的一侧沿着其纵向由左至右依次布置固定的第一模板、第二模板,第一模板具有横隔板,第三模板不带横隔板,模板纵移轨道,平行设置在生产线轨道的另一侧,在模板纵移轨道上,沿纵向由左至右依次设置有可移动的第三模板、第四模板,第二模板不带横隔板,第四模板带横隔板,通过移动模板,使得在边梁生产线状态和中梁生产线状态之间切换。本申请实现了在同一条生产线上采用2套模板即可生产3种型号的预制T梁,相比于采用3套模板才能实现生产3种型号预制T梁的传统方案来说,减少了资金投入,达成了资源利用最优化。
技术研发人员:高鹏,黄增财,盛锦亮,殷胜光,李茜
受保护的技术使用者:中交路桥建设有限公司
技术研发日:20230109
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!