一种陶瓷生产用塑压成型装置的制作方法
本技术涉及陶瓷生产,具体为一种陶瓷生产用塑压成型装置。
背景技术:
1、塑压成型又称兰姆成型法。它是将可塑泥料放在模型内在常温下压制成坯的一种成型方法,它的上下模一般为蒸压型的口半水石膏模型,内部盘绕一根多孔性纤维管,可以通过压缩空气以及抽真空。安装时应将上下模之间留有0~25mm左右的空隙,以便扫除淤泥。在对于陶瓷的生产中需要使用到塑压成型装置
2、该塑压成型装置,在工人拆模时,若对仪器误触启动的时候,可能对工人造成损伤,增加拆模的危险性,同时对于不同模具的更换时,需要拧下多个螺钉,对于模具更换的效果不佳。
3、于是,有鉴于此,针对现有的结构不足予以研究改良,提出一种陶瓷生产用塑压成型装置。
技术实现思路
1、本实用新型的目的在于提供一种陶瓷生产用塑压成型装置,以解决上述背景技术中提出的问题。
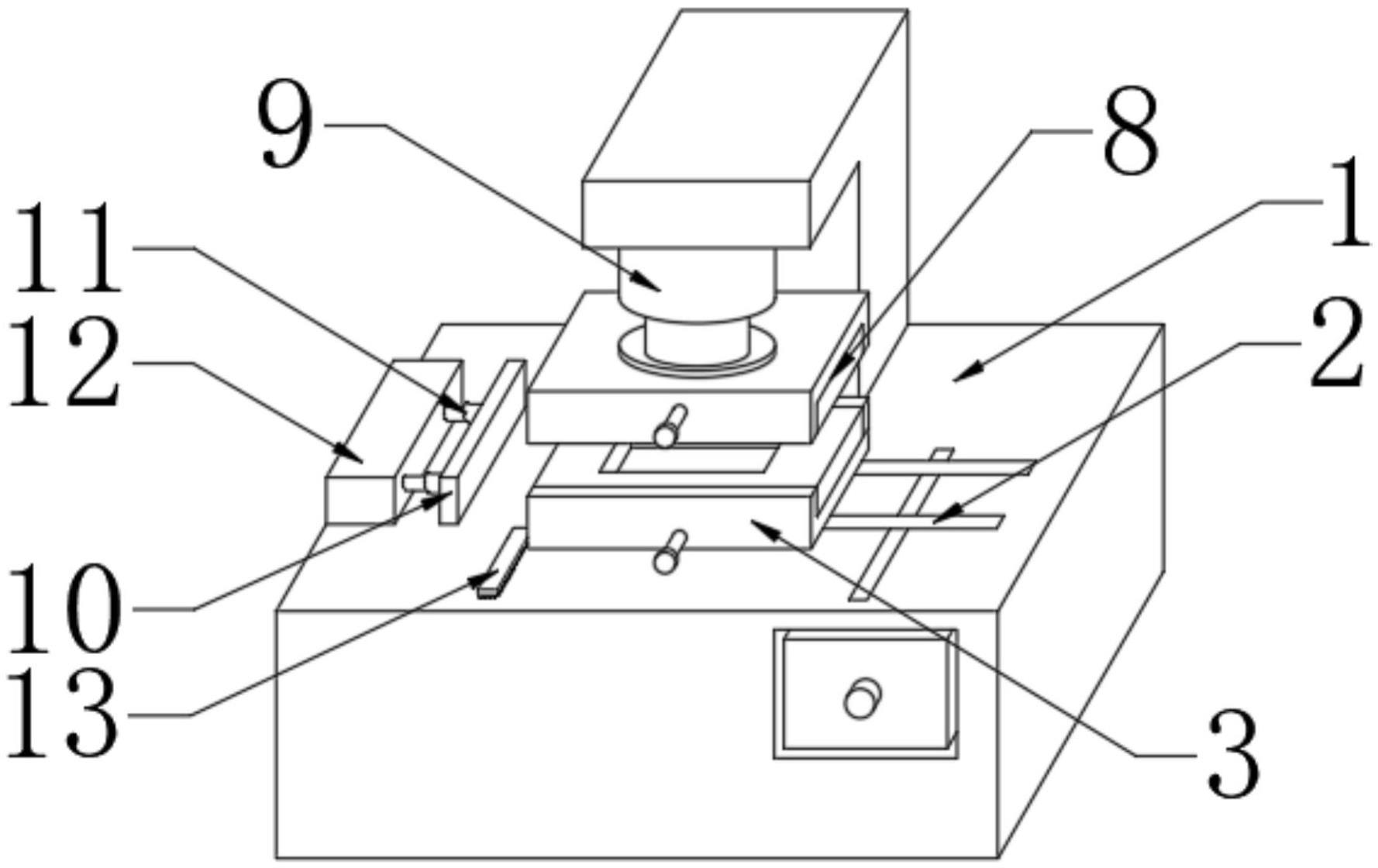
2、为实现上述目的,本实用新型提供如下技术方案:一种陶瓷生产用塑压成型装置,包括主体和下模具,所述主体的表面开设有滑槽,且滑槽的上方设置有第一夹块,所述下模具安装于第一夹块的内部,所述下模具的后方设置有第二夹块,所述下模具的下方设置有吸盘,且吸盘的下方设置有螺纹杆,所述下模具的上方设置有上模具,且上模具的上方设置有冲压装置,所述下模具的左侧设置有顶托,且顶托的左侧设置有电动伸缩杆,所述电动伸缩杆的左侧设置有固定块。
3、进一步的,所述第一夹块的左侧设置有清洁刷,且清洁刷的表面设置有按钮,所述按钮的右侧设置有隔板。
4、进一步的,所述隔板的后方设置有伸缩弹簧,所述伸缩弹簧的前方设置有卡销,所述滑槽的前方设置有进料口。
5、进一步的,所述进料口的下方设置有导板,且导板右侧设置有密封橡胶,所述密封橡胶的下方设置有收集箱。
6、进一步的,所述螺纹杆与第一夹块贯穿,且螺纹杆的中轴线垂直于第一夹块的外表面,所述第二夹块与第一夹块滑动连接。
7、进一步的,所述卡销与清洁刷贯穿连接,且卡销沿伸缩弹簧对称设置有两个,所述清洁刷与第一夹块卡合连接。
8、进一步的,所述收集箱与主体卡合连接,且收集箱的形状为长方体。
9、与现有技术相比,本实用新型的有益效果是:
10、1.本实用新型通过主体、滑槽、第一夹块、下模具、第二夹块、吸盘、螺纹杆、上模具、冲压装置、顶托、电动伸缩杆和固定块的设置,通过转动第一夹块的螺纹杆使得第二夹块移动,从而便于对下模具进行夹持与更换,并且设置有吸盘,防止下模具和上模具的滑落,通过启动固定块右侧电动伸缩杆推动顶托移动,从而使得第一夹块沿主体表面开设的滑槽移动,从而便于对下模具进行拆模,防止仪器运行,增加拆模的危险,也增加了仪器的使用范围;
11、2.本实用新型通过清洁刷、按钮、隔板、伸缩弹簧、卡销、进料口、导板、密封橡胶和收集箱的设置,通过第一夹块的移动带动清洁刷的移动,从而便于将多余的原料通过进料口和导板收集到收集箱,并设置有密封橡胶圈,防止原料溅出,并按压按钮带动隔板移动压缩伸缩弹簧,从而使得卡销与第一夹块脱离,从而便于对清洁刷的拆卸与更换,也便于对原料的回收利用,防止原料溅出。
技术特征:
1.一种陶瓷生产用塑压成型装置,包括主体(1)和下模具(4),其特征在于,所述主体(1)的表面开设有滑槽(2),且滑槽(2)的上方设置有第一夹块(3),所述下模具(4)安装于第一夹块(3)的内部,所述下模具(4)的后方设置有第二夹块(5),所述下模具(4)的下方设置有吸盘(6),且吸盘(6)的下方设置有螺纹杆(7),所述下模具(4)的上方设置有上模具(8),且上模具(8)的上方设置有冲压装置(9),所述下模具(4)的左侧设置有顶托(10),且顶托(10)的左侧设置有电动伸缩杆(11),所述电动伸缩杆(11)的左侧设置有固定块(12)。
2.根据权利要求1所述的一种陶瓷生产用塑压成型装置,其特征在于,所述第一夹块(3)的左侧设置有清洁刷(13),且清洁刷(13)的表面设置有按钮(14),所述按钮(14)的右侧设置有隔板(15)。
3.根据权利要求2所述的一种陶瓷生产用塑压成型装置,其特征在于,所述隔板(15)的后方设置有伸缩弹簧(16),所述伸缩弹簧(16)的前方设置有卡销(17),所述滑槽(2)的前方设置有进料口(18)。
4.根据权利要求3所述的一种陶瓷生产用塑压成型装置,其特征在于,所述进料口(18)的下方设置有导板(19),且导板(19)右侧设置有密封橡胶(20),所述密封橡胶(20)的下方设置有收集箱(21)。
5.根据权利要求1所述的一种陶瓷生产用塑压成型装置,其特征在于,所述螺纹杆(7)与第一夹块(3)贯穿,且螺纹杆(7)的中轴线垂直于第一夹块(3)的外表面,所述第二夹块(5)与第一夹块(3)滑动连接。
6.根据权利要求3所述的一种陶瓷生产用塑压成型装置,其特征在于,所述卡销(17)与清洁刷(13)贯穿连接,且卡销(17)沿伸缩弹簧(16)对称设置有两个,所述清洁刷(13)与第一夹块(3)卡合连接。
7.根据权利要求4所述的一种陶瓷生产用塑压成型装置,其特征在于,所述收集箱(21)与主体(1)卡合连接,且收集箱(21)的形状为长方体。
技术总结
本技术公开了一种陶瓷生产用塑压成型装置,涉及陶瓷生产技术领域,包括主体和下模具,所述主体的表面开设有滑槽,且滑槽的上方设置有第一夹块,所述下模具安装于第一夹块的内部,所述下模具的后方设置有第二夹块,所述下模具的下方设置有吸盘,且吸盘的下方设置有螺纹杆。该陶瓷生产用塑压成型装置,与现有的普通塑压成型装置相比,通过转动第一夹块的螺纹杆使得第二夹块移动,从而便于对下模具进行夹持与更换,并且设置有吸盘,防止下模具和上模具的滑落,通过启动固定块右侧电动伸缩杆推动顶托移动,从而使得第一夹块沿主体表面开设的滑槽移动,从而便于对下模具进行拆模,防止仪器运行,增加拆模的危险,也增加了仪器的使用范围。
技术研发人员:钟建发
受保护的技术使用者:醴陵市华旺瓷业有限公司
技术研发日:20230209
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!