预制基块成型模具的制作方法
本技术属于预制基块生产,更具体地说,是涉及一种预制基块成型模具。
背景技术:
1、目前预制基块广泛应用用于市政道路、公路、场站等沥青路面工程。采用装配式基层时,在工厂预制化生产的大型素混凝土基块,工地现场嵌挤式装配,然后在基块间侧面缝隙灌注砂浆构成道路基层结构。在制作大批量混凝土路基石或者预制基块时一般都会使用模型进行浇筑便于预制基块的批量生产。但是现有的成型模具在使用时存在着产品脱模困难的问题,影响生产效率。
技术实现思路
1、本实用新型的目的在于提供一种预制基块成型模具,旨在解决现有的预制基块成型模具在使用时存在的产品脱模困难影响生产效率的问题。
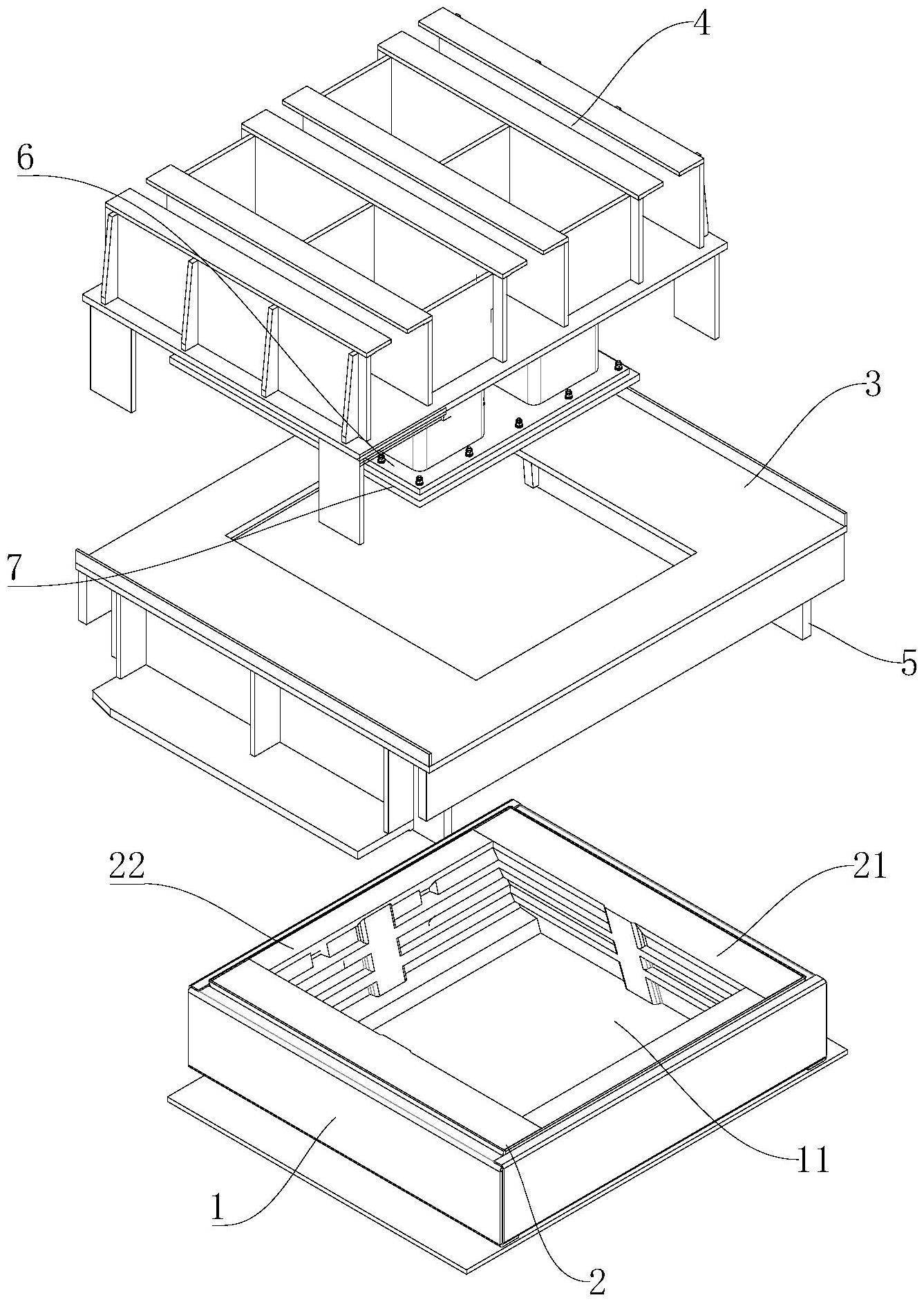
2、为实现上述目的,本实用新型采用的技术方案是:提供一种预制基块成型模具,包括:
3、内模,所述内模上设置有成型凹槽;
4、下模,盖设在所述成型凹槽的口部处,所述下模与所述内模围设成用于成型预制基块的成型腔体,所述下模上设置有用于与外部连通的注料孔;
5、内模嵌件,包括两个阳斜嵌件以及两个阴斜嵌件,两个所述阳斜嵌件相对设置,两个所述阳斜嵌件分别抵靠在成型凹槽两侧的内壁上,两个所述阴斜嵌件也相对设置,两个所述阴斜嵌件抵靠在成型凹槽的另两侧的内壁上;
6、上模,设置在所述下模的上方,所述上模底部设置有封盖部。
7、在一种可能的实现方式中,所述成型凹槽的内壁均为倾斜面,且所述成型凹槽口部处的宽度尺寸大于成型凹槽在底部宽度尺寸,所述成型凹槽在口部处的长度尺寸也大于成型凹槽在底部长度尺寸。
8、在一种可能的实现方式中,所述阴斜嵌件的两端部分别抵靠在两个所述阳斜嵌件的端部上,所述阴斜嵌件与所述阳斜嵌件之间还设置有用于将所述阴斜嵌件与所述阳斜嵌件相互定位的卡装结构。
9、在一种可能的实现方式中,所述卡装结构包括设置在所述阴斜嵌件端部处的第一定位斜面、以及设置在所述阳斜嵌件端部处的第二定位斜面,所述第二定位斜面与第一定位斜面的角度相互适配。
10、在一种可能的实现方式中,所述下模的底部设置有定位结构,所述定位结构用于限定所述内模在所述下模中的位置。
11、在一种可能的实现方式中,所述定位结构包括两个设置在所述下模上的横向定位件、以及设置在两个横向定位件之间的竖向压紧件,且两个所述横向定位件之间的距离与所述内模的宽度相适配。
12、在一种可能的实现方式中,所述横向定位件的端部处设置到导向斜面,所述导向斜面位于所述横向定位件内侧面上。
13、在一种可能的实现方式中,所述封盖部为设置在上模底部的封盖板体,且所述封盖板体与所述注料孔的尺寸相互适配。
14、在一种可能的实现方式中,所述封盖板体上还设置有花纹印制板,所述花纹印制板与所述封盖板体之间还设置有安装单元。
15、在一种可能的实现方式中,所述安装单元包括设置在所述花纹印制板与所述封盖板体上的安装过孔、以及贯穿所述花纹印制板与所述封盖板体的紧固件,且多个所述紧固件绕所述封盖板体周圈均匀分布。
16、本实用新型提供的预制基块成型模具的有益效果在于:与现有技术相比,通过在内模上设置有成型凹槽,并且在成型凹槽的内部分别设置有内模嵌件,其中内模嵌件包括两个阴斜嵌件与两个阳斜嵌件,阴斜嵌件与阳斜嵌件分别用于形成预制基块的阴面与阳面。在成型凹槽的口部还设置有下模,下模与内模围设成用于成型预制基块的成型腔体,下模上设置有用于与外部连通的注料孔。注料孔处还设置有封盖部,封盖部安装在上模上。本实用新型预制基块成型模具,将内模嵌件放入到内模中的成型凹槽内,然后将下模盖设到内模外部,使下模与内模组成完整的成型腔体。在进行预制基块的生产时,首先通过注料孔向成型腔体内注入物料,然后上模上的封盖部通过注料孔对物料进行压紧同时进行振动,利用干法振动加压成型工艺来进行预制块的成型。并且在内模带预制块养护硬化后,将内模嵌件与成型后的产品一同从内模中取出,然后再将内模嵌件与预制基块分离,使预制基块的脱模更加方便快捷,提高生产效率,同时带内模养护保证产品成品率,降低生产成本。
技术特征:
1.一种预制基块成型模具,其特征在于,包括:
2.如权利要求1所述的预制基块成型模具,其特征在于,所述成型凹槽的内壁均为倾斜面,且所述成型凹槽口部处的宽度尺寸大于成型凹槽在底部宽度尺寸,所述成型凹槽在口部处的长度尺寸也大于成型凹槽在底部长度尺寸。
3.如权利要求2所述的预制基块成型模具,其特征在于,所述阴斜嵌件的两端部分别抵靠在两个所述阳斜嵌件的端部上,所述阴斜嵌件与所述阳斜嵌件之间还设置有用于将所述阴斜嵌件与所述阳斜嵌件相互定位的卡装结构。
4.如权利要求3所述的预制基块成型模具,其特征在于,所述卡装结构包括设置在所述阴斜嵌件端部处的第一定位斜面、以及设置在所述阳斜嵌件端部处的第二定位斜面,所述第二定位斜面与第一定位斜面的角度相互适配。
5.如权利要求1所述的预制基块成型模具,其特征在于,所述下模的底部设置有定位结构,所述定位结构用于限定所述内模在所述下模中的位置。
6.如权利要求5所述的预制基块成型模具,其特征在于,所述定位结构包括两个设置在所述下模上的横向定位件、以及设置在两个横向定位件之间的竖向压紧件,且两个所述横向定位件之间的距离与所述内模的宽度相适配。
7.如权利要求6所述的预制基块成型模具,其特征在于,所述横向定位件的端部处设置到导向斜面,所述导向斜面位于所述横向定位件内侧面上。
8.如权利要求7所述的预制基块成型模具,其特征在于,所述封盖部为设置在上模底部的封盖板体,且所述封盖板体与所述注料孔的尺寸相互适配。
9.如权利要求8所述的预制基块成型模具,其特征在于,所述封盖板体上设置有花纹印制板,所述花纹印制板与所述封盖板体之间设置有安装单元。
10.如权利要求9所述的预制基块成型模具,其特征在于,所述安装单元包括设置在所述花纹印制板与所述封盖板体上的安装过孔、及贯穿所述花纹印制板与所述封盖板体的紧固件,多个所述紧固件绕封盖板体周圈均匀分布。
技术总结
本技术提供了一种预制基块成型模具,属于预制基块生产技术领域,包括内模、下模、内模嵌件以及上模。本技术提供的预制基块成型模具,在进行预制基块的生产时,首先通过注料孔向成型腔体内注入物料,然后上模上的封盖部通过注料孔对物料进行压紧同时进行振动,利用干法振动加压成型工艺来进行预制块的成型。并且在内模带预制块养护硬化后,将内模嵌件与成型后的产品一同从内模中取出,然后再将内模嵌件与预制基块分离,使预制基块的脱模更加方便快捷,减少了人力,提高生产效率,同时带内模养护保证产品成品率,降低生产成本。
技术研发人员:崔木春,刘亮,刘建明,李方瑞
受保护的技术使用者:托普维克(廊坊)建材机械有限公司
技术研发日:20230316
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!