一种预制构件智能全自动化蒸养架的制作方法
本技术属于转运托架,具体涉及一种预制构件智能全自动化蒸养架。
背景技术:
1、预制构件的制作首先由运输带输送模具至指定位置安装发泡水泥板,再通过浇筑振捣系统,把混凝土料摊铺到构件表面,然后再将混凝土振捣密实,紧接着模具静停、拉毛再由升降机进入蒸养架,由蒸养架推送至养护窑进行蒸养、养护,待养护时间满足时,再通过蒸养架转移至构件二次制作的生产线上,最终形成成品,上述设备相互配合组成一条高自动化生产预制构件流水线,在此过程中,蒸养架为转移构件进入养护窑蒸养、再从养护窑中转移而使用,生产完成的构件和模具再一起通过产线起升机送入蒸养架,由此可见蒸养架是预制构件生产中的重要设备,但是再转移预制构件的过程中,由于生产线加工速率较快,易发生堆量的情况,而各个蒸养架之间无结构关联,需要人工依次将其推入养护窑内进行蒸养,无法合并共同送入养护窑内,导致人工成本增加。
技术实现思路
1、本实用新型的目的是提供一种预制构件智能全自动化蒸养架,无需人工挨个将蒸养架推入养护窑,实现快捷转运、降低人工往复运送的效果。
2、本实用新型采取的技术方案具体如下:
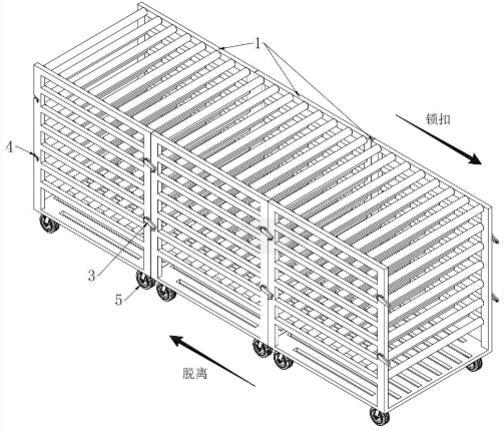
3、一种预制构件智能全自动化蒸养架,包括相对设置的两个架板,两个所述架板之间装有辊轮,还包括锁爪,设置于所述架板的一侧面;扣槽,设置于所述架板的另一侧面,两个所述架板上的锁爪、扣槽为相背离设置;
4、两个蒸养架通过锁爪滑入扣槽完成扣接,当具有多个蒸养架时,锁爪依次接入前序排列的扣槽完成扣接。
5、所述锁爪包括固定于架板侧壁上的半环板,所述架板侧壁上且位于半环板的内侧固定有环套,所述环套的环壁上套设有复位弹簧。
6、所述锁爪还包括长形的爪板,所述爪板朝向环套的一侧固定有环柱,所述环柱转动安装在环套的内部,所述爪板位于与环柱的同侧,且远离环柱的一端点固定有导柱,所述导柱突出于爪板的平面。
7、所述复位弹簧的一端弯折固定于环套上,另一端与爪板内壁相贴,并提供爪板复位的撑力。
8、所述扣槽包括开设在架板侧面的导入槽,所述导入槽为倾斜设置,且导入槽接入导柱的一端为扩口设置,所述导入槽的另一端反向弯折开设形成回槽,所述回槽设为“v”形。
9、所述架板的底部安装有车轮。
10、本实用新型取得的技术效果为:
11、本实用新型,两个蒸养架通过锁爪滑入扣槽完成扣接,当具有多个蒸养架时,锁爪依次接入前序排列的扣槽完成扣接,使蒸养架可排成长列,无需人工挨个将蒸养架推入养护窑,实现快捷转运、降低人工往复运送的效果。
技术特征:
1.一种预制构件智能全自动化蒸养架,包括相对设置的两个架板(1),两个所述架板(1)之间装有辊轮(2),其特征在于:还包括
2.根据权利要求1所述的一种预制构件智能全自动化蒸养架,其特征在于:所述锁爪(3)包括固定于架板(1)侧壁上的半环板(301),所述架板(1)侧壁上且位于半环板(301)的内侧固定有环套(302),所述环套(302)的环壁上套设有复位弹簧(305)。
3.根据权利要求2所述的一种预制构件智能全自动化蒸养架,其特征在于:所述锁爪(3)还包括长形的爪板(303),所述爪板(303)朝向环套(302)的一侧固定有环柱(304),所述环柱(304)转动安装在环套(302)的内部;
4.根据权利要求3所述的一种预制构件智能全自动化蒸养架,其特征在于:所述复位弹簧(305)的一端弯折固定于环套(302)上,另一端与爪板(303)内壁相贴,并提供爪板(303)复位的撑力。
5.根据权利要求3所述的一种预制构件智能全自动化蒸养架,其特征在于:所述扣槽(4)包括开设在架板(1)侧面的导入槽(401),所述导入槽(401)为倾斜设置,且导入槽(401)接入导柱(306)的一端为扩口设置,所述导入槽(401)的另一端反向弯折开设形成回槽(402),所述回槽(402)设为“v”形。
6.根据权利要求5所述的一种预制构件智能全自动化蒸养架,其特征在于:所述架板(1)的底部安装有车轮(5)。
技术总结
本技术属于转运托架技术领域,具体涉及一种预制构件智能全自动化蒸养架,包括相对设置的两个架板,两个架板之间装有辊轮,还包括锁爪,设置于架板的一侧面;扣槽,设置于架板的另一侧面,两个架板上的锁爪、扣槽为相背离设置,两个蒸养架通过锁爪滑入扣槽完成扣接,当具有多个蒸养架时,锁爪依次接入前序排列的扣槽完成扣接,锁爪包括固定于架板侧壁上的半环板,架板侧壁上且位于半环板的内侧固定有环套,环套的环壁上套设有复位弹簧,锁爪还包括长形的爪板,爪板朝向环套的一侧固定有环柱,环柱转动安装在环套的内部。本技术无需人工挨个将蒸养架推入养护窑,实现快捷转运、降低人工往复运送的效果。
技术研发人员:蔡孝,马军卫,刘培培,杜倩楠,李琦
受保护的技术使用者:江苏顺为绿色建筑科学研究院有限公司
技术研发日:20230407
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!