一种挂绳饼串成型设备
本技术涉及水产养殖领域,具体涉及一种挂绳饼串成型设备。
背景技术:
1、在养殖业特别是水产养殖业,好的养殖方法需要有适当的养殖器具,牡蛎的养殖方法中,最常见的方法是吊串垂水下养殖等。牡蛎人工养殖可以在栅架、竹筏架上进行吊养。将固着牡蛎苗的水泥块或贝壳用绳索串联成串,中间竹管隔开,吊养于筏架上进行养殖。牡蛎种类不同对水泥饼的形状和尺寸有不同的要求。现有的养蚝器具采用手工方法,将固着牡蛎苗的水泥块或贝壳用绳索串联成串,制作过程中常由于用料不均匀和形状尺寸不规范,造成养殖过程中蚝苗损耗大、成品率低等。同时养蚝器具手工制作生产强度高、费用大、效率低。
技术实现思路
1、本实用新型在于克服现有技术的不足,提供一种挂绳饼串成型设备,所述挂绳饼串成型设备通过机械化加工的方式实现挂绳饼串的一次成型,从而实现对挂绳饼串的批量化生产,并且具有制造效率高、制造成本低的优点。
2、本实用新型用于解决现有技术问题的技术方案是:
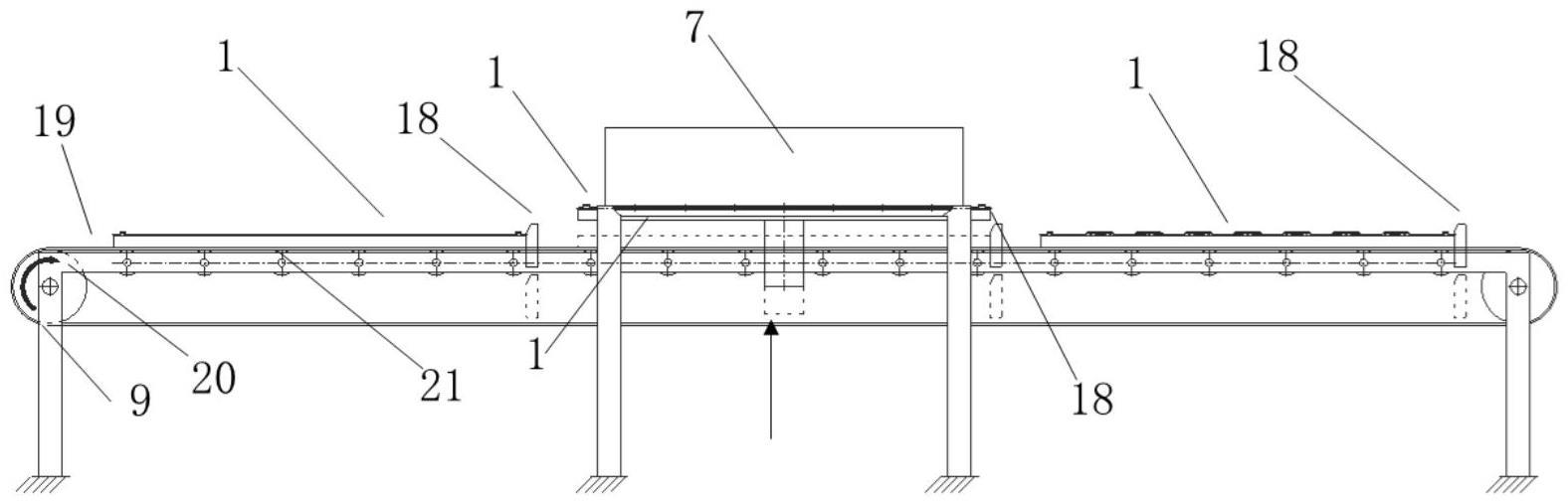
3、一种挂绳饼串成型设备,包括成型加工装置、用于将托板输送到成型加工装置中以及用于将成型加工装置中已经加工成形的挂绳饼串连同托板输送到下个工位的托板输送装置,其中,所述托板上固定有多根线绳,多根线绳的两头分别固定或缠绕在该托板的两侧;所述成型加工装置包括机架、设置在机架上的模板、用于驱动托板做升降运动的升降机构以及用于将填充材料铺设到成型孔腔中的铺料装置;所述模板上设置多组上下贯通的挂绳饼串孔腔,当所述升降机构驱动所述托板贴在所述模板的下表面上时,所述模板中的每个挂绳饼串孔腔与所述托板的上表面共同构成所述的成型孔腔;所述托板中的线绳自所述模板与所述托板之间穿过;所述模板在与所述线绳对应的位置设置有避让槽或间隙。
4、优选的,所述挂绳饼串孔腔在所述模板上呈阵列排布;包括横向排列的成型孔腔以及纵向排列的成型孔腔,其中,每根线绳从纵向排列的成型孔腔中穿过;每列纵向排列的成型孔腔均能够制作一个挂绳饼串;每行横向排列的多列成型孔腔则能够制作多个挂绳饼串。
5、优选的,所述铺料装置包括设置在机架上的料斗以及用于驱动料斗运动以完成铺料动作的铺料驱动机构,其中,所述料斗内装有填充材料,该料斗的底部在与所述成型孔腔对应的位置处设置有落料口;所述铺料驱动机构用于驱动所述料斗做往复运动,实现将填充材料铺设到所述成型孔腔内。
6、优选的,所述料斗的底部贴紧在所述模板的上表面;在移动料斗时,当所述料斗底部的落料口与所述成型孔腔连通时,所述料斗内的填充材料落入所述成型孔腔内;或者所述料斗的底部的落料口处设置有阀门,当所述落料口位于所述成型孔腔的上方时,控制系统控制阀门打开。
7、优选的,所述铺料装置在所述料斗的前后两侧分别安装有推料板和刮板,所述推料板与所述刮板均随所述料斗做往复运动以实现将填充材料铺入所述成型孔腔内,并将所述成型孔腔的上表面的填充材料铺平,其中,所述推料板和所述刮板安装在所述料斗下部,且位于所述料斗的前后两侧。
8、优选的,所述升降机构采用电机或液压、或气压驱动的往复机构;所述铺料驱动机构采用xyz三轴伺服运动控制驱动的方式;或者采用往复驱动机构驱动所述料斗沿着所述模板的横向方向或纵向方向运动。
9、优选的,所述托板输送装置包括传动轮以及环绕在所述传动轮上的输送带,其中,所述传动轮包括分别转动连接在所述机架两侧的主动轮和从动轮;所述主动轮安装在输送电机的主轴上。
10、优选的,沿着所述托板的输送方向,所述机架在所述成型加工装置的两侧设置有限位机构,其中,所述限位机构包括限位挡块以及用于驱动所述限位挡块作竖向运动的竖向驱动机构。
11、优选的,所述托板的两侧对称设置有夹子,所述线绳的两头分别被夹持在所述夹子上。
12、优选的,所述托板在与所述模板的挂绳饼串孔腔对应的位置处设置有凹面腔或平面。
13、本实用新型与现有技术相比具有以下的有益效果:
14、1、本实用新型的挂绳饼串成型设备通过升降机构驱动托板与模板配合,从而形成多组成型孔腔,然后通过铺料装置将填充材料注入所述成型孔腔内,所述填充材料将位于成型孔腔内的线绳包裹;待成型孔腔内的填充材料凝结后,则形成所述的挂绳饼串;随后,升降机构驱动托板下降,然后所述推板输送装置将该托板连同加工完成的挂绳饼串送至下个加工工位;并将下一张空托板输送到所述成型加工装置处,实现机械化加工,进而极大地提高加工效率,降低加工成本。
15、2、本实用新型的挂绳饼串成型设备采用模板的成型孔腔来制造挂绳饼串,进行周期性成型控制,一次成型可以制造多个饼状体,同时采用传输线进行托板传输,从而实现大批量连续生产。
16、3、本实用新型的挂绳饼串成型设备所生产的挂绳饼串的形状和尺寸规范统一(例如挂绳饼串的形状可以通过更换不同类型的模板来实现,而每串挂绳饼串的饼状体数量和相邻两个饼状体之间的间距也均可以通过更换不同类型的模板来实现),且可以实现机械化成批生产,一致性好、结构可靠;在牡蛎的养殖中能保证牡蛎品质,提高产量,降低损耗。
技术特征:
1.一种挂绳饼串成型设备,其特征在于,包括成型加工装置、用于将托板输送到成型加工装置中以及用于将成型加工装置中已经加工成形的挂绳饼串连同托板输送到下个工位的托板输送装置,其中,所述托板上固定有多根线绳,多根线绳的两头分别固定或缠绕在该托板的两侧;所述成型加工装置包括机架、设置在机架上的模板、用于驱动托板做升降运动的升降机构以及用于将填充材料铺设到成型孔腔中的铺料装置;所述模板上设置多组上下贯通的挂绳饼串孔腔,当所述升降机构驱动所述托板贴在所述模板的下表面上时,所述模板中的每个挂绳饼串孔腔与所述托板的上表面共同构成所述的成型孔腔;所述托板中的线绳自所述模板与所述托板之间穿过;所述模板在与所述线绳对应的位置设置有避让槽或间隙。
2.根据权利要求1所述的挂绳饼串成型设备,其特征在于,所述挂绳饼串孔腔在所述模板上呈阵列排布;包括横向排列的成型孔腔以及纵向排列的成型孔腔,其中,每根线绳从纵向排列的成型孔腔中穿过;每列纵向排列的成型孔腔均能够制作一个挂绳饼串;每行横向排列的多列成型孔腔则能够制作多个挂绳饼串。
3.根据权利要求1所述的挂绳饼串成型设备,其特征在于,所述铺料装置包括设置在机架上的料斗以及用于驱动料斗运动以完成铺料动作的铺料驱动机构,其中,所述料斗内装有填充材料,该料斗的底部在与所述成型孔腔对应的位置处设置有落料口;所述铺料驱动机构用于驱动所述料斗做往复运动,实现将填充材料铺设到所述成型孔腔内。
4.根据权利要求3所述的挂绳饼串成型设备,其特征在于,所述料斗的底部贴紧在所述模板的上表面;在移动料斗时,当所述料斗底部的落料口与所述成型孔腔连通时,所述料斗内的填充材料落入所述成型孔腔内;或者所述料斗的底部的落料口处设置有阀门,当所述落料口位于所述成型孔腔的上方时,控制系统控制阀门打开。
5.根据权利要求3所述的挂绳饼串成型设备,其特征在于,所述铺料装置在所述料斗的前后两侧分别安装有推料板和刮板,所述推料板与所述刮板均随所述料斗做往复运动以实现将填充材料铺入所述成型孔腔内,并将所述成型孔腔的上表面的填充材料刮平,其中,所述推料板和所述刮板安装在所述料斗下部,且位于所述料斗的前后两侧。
6.根据权利要求5所述的挂绳饼串成型设备,其特征在于,所述升降机构采用电机或液压、或气压驱动的往复机构;所述铺料驱动机构采用xyz三轴伺服运动控制驱动的方式,或者采用往复直线驱动机构驱动所述料斗沿着所述模板的横向方向或纵向方向运动。
7.根据权利要求1所述的挂绳饼串成型设备,其特征在于,所述托板输送装置包括传动轮以及环绕在所述传动轮上的输送带,其中,所述传动轮包括分别转动连接在所述机架两侧的主动轮和从动轮;所述主动轮安装在输送电机的主轴上。
8.根据权利要求1所述的挂绳饼串成型设备,其特征在于,沿着所述托板的输送方向,所述机架在所述成型加工装置的两侧设置有限位机构,其中,所述限位机构包括限位挡块以及用于驱动所述限位挡块作竖向运动的竖向驱动机构。
9.根据权利要求1所述的挂绳饼串成型设备,其特征在于,所述托板的两侧对称设置有夹子,所述线绳的两头分别被夹持在所述夹子上。
10.根据权利要求1所述的挂绳饼串成型设备,其特征在于,所述托板在与所述模板的挂绳饼串孔腔对应的位置处设置有凹面腔或平面。
技术总结
本技术涉及一种挂绳饼串成型设备,包括成型加工装置和托板输送装置;所述托板上固定有多根线绳,多根线绳的两头分别固定或缠绕在该托板的两侧;所述成型加工装置包括机架、模板、升降机构和铺料装置;所述模板上设置多组上下贯通的挂绳饼串孔腔,当所述升降机构驱动所述托板贴在所述模板的下表面上时,所述模板中的每个挂绳饼串孔腔与所述托板的上表面共同构成成型孔腔;所述托板中的线绳自所述模板与所述托板之间穿过;所述模板在与所述线绳的对应位置处设置有避让槽或间隙。本技术的挂绳饼串成型设备通过机械化加工的方式不仅可以实现挂绳饼串的一次成型,而且还可以实现对挂绳饼串的批量化生产,并且制造效率高,制造成本低。
技术研发人员:张洪,刘颂莉,张明玉,朱鸿雁
受保护的技术使用者:广东工业大学
技术研发日:20230414
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!