一种石墨舟舟片倒角压盘工装的制作方法
本技术涉及石墨舟舟片制备,特别涉及一种石墨舟舟片倒角压盘工装。
背景技术:
1、随着石墨舟不断优化和发展,基于改善硅片阴影等现象,对舟片内框倒角要求也有所改变,要求舟片内框做大倒角的现象越来越多。对于舟片大倒角加工,常规一片一加工的工时太长,使用成型到可以多片加工,提高生产效率。但成型刀为多片加工,且大倒角结构相对常规倒角较难加工,成型刀加工出来效果不好,不能符合倒角质量要求。其主要问题时是:
2、1.采用多头倒角刀因切削力,石墨舟舟片容易抖动,影响品质;
3、2.倒角区域和产品的锁固较远,受力不均匀,造成品质不稳定;
4、3.石墨舟舟片大,逐个锁紧螺栓易压裂、翘起且效率低。
技术实现思路
1、本实用新型所需要解决的技术问题在于针对现有石墨舟舟片大倒角结构加工所存在的上述不足之处而提供一种便于石墨舟舟片大倒角加工的石墨舟舟片倒角压盘工装。
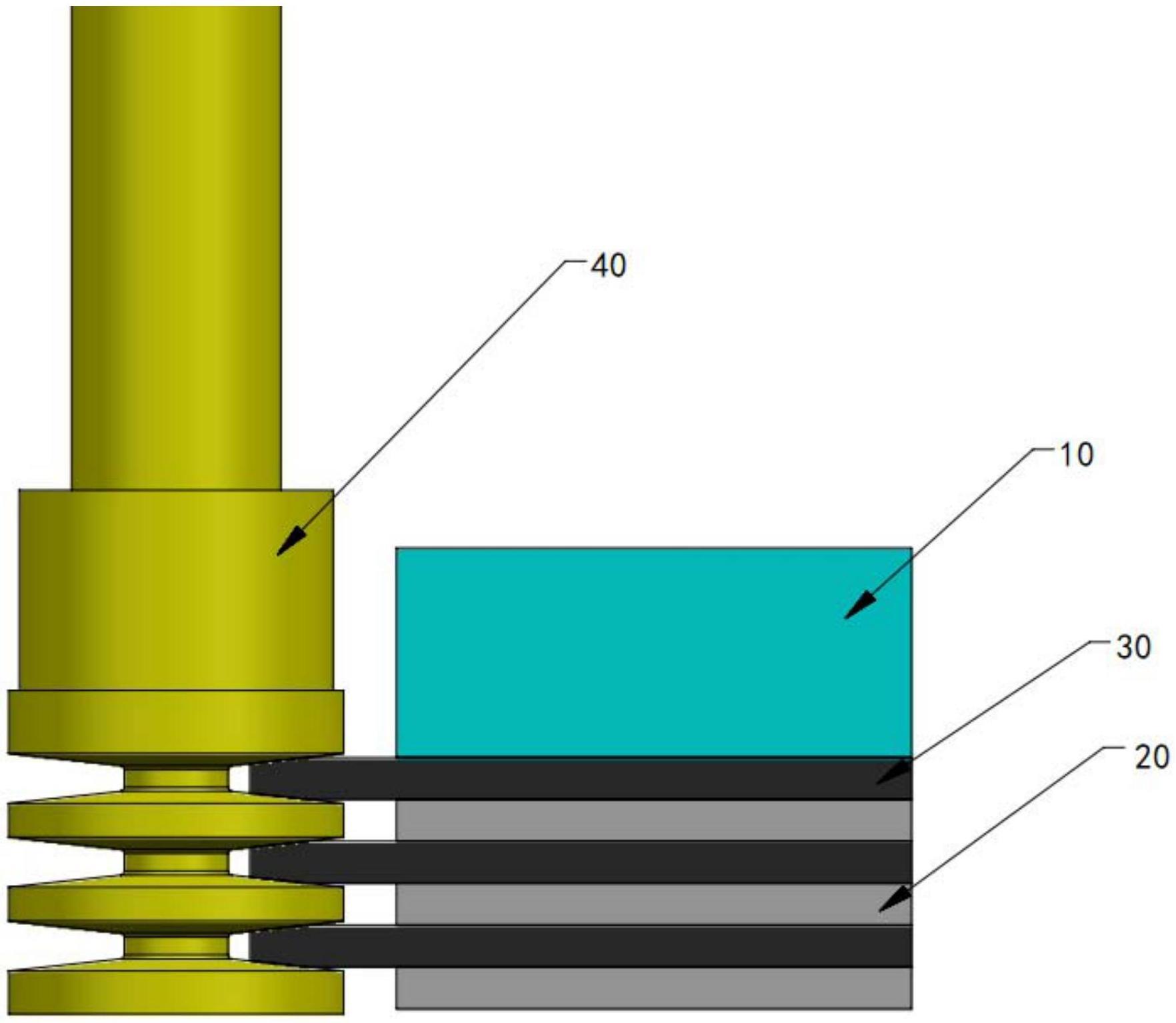
2、为了实现上述发明目的,本实用新型的石墨舟舟片倒角压盘工装,包括若干压板和若干垫板,使用时,若干压板和若干垫板夹住多片石墨舟舟片,其中,若干压板压在最上一层石墨舟舟片上,若干垫板垫在上下相邻两块石墨舟舟片之间并垫在最下一块石墨舟舟片的底部;所述压板与下方的垫板之间采用紧固件固定。
3、在本实用新型的一个优选实施例中,每一压板压住所述石墨舟舟片的2到4个框,同时每个垫片垫住石墨舟舟片的2到4个框。
4、在本实用新型的一个优选实施例中,在每块压板和每块垫板中开设有与所压住的石墨舟舟片框述相等的框。
5、在本实用新型的一个优选实施例中,在每一压板上开设有若干台阶孔,在每一垫板上开设有若干通孔,所述紧固件包螺栓和螺母,所述螺栓穿过所述压板上的台阶孔和压板上对应的通孔以及石墨舟舟片上对应的孔后,用螺母并紧。
6、在本实用新型的一个优选实施例中,相邻压板之间搭接,相邻垫板之间搭接。
7、由于采用了如上的技术方案,本实用新型的石墨舟舟片倒角压盘工装的压板和垫板分成几块,每块压住石墨舟舟片的2到4个框,这样的石墨舟舟片倒角压盘工装容易拿取和防止变形,同时能使得一块石墨舟舟片各段压紧力均匀,使得石墨舟舟片不会压裂和翘曲,加工时石墨舟舟片也不会抖动。
8、本实用型的石墨舟舟片倒角压盘工装还具有如下优点:
9、1.保证石墨舟舟片倒角可以多片加工,提高生产效率;
10、2.在倒角时可以不用全锁紧固件,可以节省上下料时间。
11、3.增加石墨舟舟片安全性,石墨舟舟片不容易撬动,不容易断裂。
12、4.保证石墨舟舟片倒角良率,保证倒角一直性。
技术特征:
1.一种石墨舟舟片倒角压盘工装,其特征在于,包括若干压板和若干垫板,使用时,若干压板和若干垫板夹住多片石墨舟舟片,其中,若干压板压在最上一层石墨舟舟片上,若干垫板垫在上下相邻两块石墨舟舟片之间并垫在最下一块石墨舟舟片的底部;所述压板与下方的垫板之间采用紧固件固定。
2.根据权利要求1所述的一种石墨舟舟片倒角压盘工装,其特征在于,每一压板压住所述石墨舟舟片的2到4个框,同时每个垫片垫住石墨舟舟片的2到4个框。
3.根据权利要求2所述的一种石墨舟舟片倒角压盘工装,其特征在于,在每块压板和每块垫板中开设有与所压住的石墨舟舟片框述相等的框。
4.根据权利要求3所述的一种石墨舟舟片倒角压盘工装,其特征在于,在每一压板的四个角均开设有一台阶孔,在每一垫板的四个角均设置有一个通孔,所述紧固件包螺栓和螺母,所述螺栓穿过所述压板上的台阶孔和压板上对应的通孔以及石墨舟舟片上对应的孔后,用螺母并紧。
5.根据权利要求4所述的一种石墨舟舟片倒角压盘工装,其特征在于,相邻压板之间搭接,相邻垫板之间搭接。
技术总结
本技术公开的一种石墨舟舟片倒角压盘工装,其特征在于,包括若干压板和若干垫板,使用时,若干压板和若干垫板夹住多片石墨舟舟片,其中,若干压板压在最上一层石墨舟舟片上,若干垫板垫在上下相邻两块石墨舟舟片之间并垫在最下一块石墨舟舟片的底部;所述压板与下方的垫板之间采用紧固件固定。本技术的石墨舟舟片倒角压盘工装的压板和垫板分成几块,每块压住石墨舟舟片的2到4个框,这样的石墨舟舟片倒角压盘工装容易拿取和防止变形,同时能使得一块石墨舟舟片各段压紧力均匀,使得石墨舟舟片不会压裂和翘曲,加工时石墨舟舟片也不会抖动。
技术研发人员:张孟彤,王刚
受保护的技术使用者:上海弘枫实业有限公司
技术研发日:20230529
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!