一种超长扭曲木制构件框架结构的制作方法
本技术属于木质装饰件,具体涉及一种超长扭曲木制构件框架结构。
背景技术:
1、现代办公或酒店高大空间的背景墙往往都在10米高度以上,由若干超长扭曲木制构件组成的,每根木制构件的扭曲是不同的,当把若干木制构件等间距排列后扭曲变形就呈现出韵律变化,并且要求每根超长木构件要有纤细不能太厚,且只能上下固定,以体现出设计的简洁流畅性。意味着每根装饰构件必须质量轻、强度高、无拼接缝、整体性强、方便运输。
2、传统木制品的弯曲变形构件常用的方法有蒸汽加热法、带锯机切割法、层压法、热弯管法,这些方法一般用于小型木质制品批量加工,并不适用于上述大型木制构件的加工,对于高度10米以上的大型构件无法通过上述方法进行一体成型制作,因此,亟待提供一种能够满足需要的大型木制构件的框架结构,使其能够实现加工制作,且符合装饰背景墙的需求标准。
3、在背景技术部分中公开的以上信息只是用来加强对本文所描述技术的背景技术的理解,因此,背景技术中可能包含某些信息,这些信息对于本领域技术人员来说并未形成在本国已知的现有技术。
技术实现思路
1、为了解决上述现有技术存在的缺陷,本实用新型提出一种超长扭曲木制构件框架结构。
2、本实用新型采用的技术方案如下:
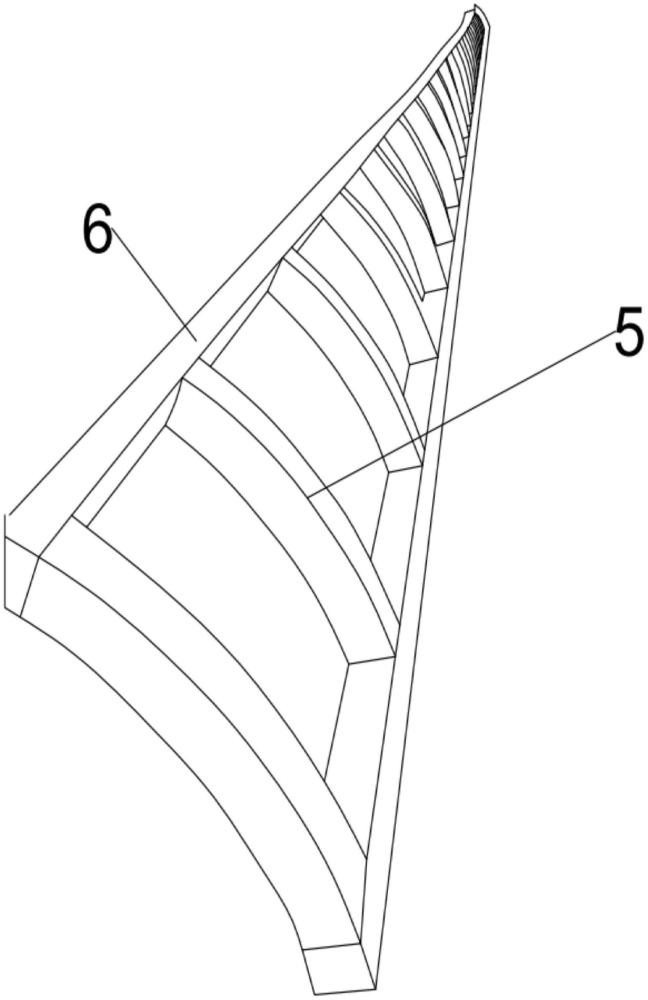
3、一种超长扭曲木制构件框架结构,包括由若干横向构造条、纵向受力扭曲拉条组成的梯子结构,所述梯子结构表面覆设有装饰层,所述横向构造条的两端分别与纵向受力扭曲拉条粘接,纵向受力扭曲拉条由若干多层板逐层粘接而成。
4、采用上述技术方案,与传统的蒸汽加热法、带锯机切割法、层压法、热弯管法等制作的一体成型的木制装饰构件不同的是,本技术方案中针对高度大于10m的超大型木制装饰构件,巧妙的将一体成型结构分解为方便生产、运输以及现场组装的框架结构,本技术方案中,可将横向构造条、纵向受力扭曲拉条单独制造生产,解决现有技术中生产困难的问题,零部件分类打包运输,解决了现有技术中大型构件运输易损坏的问题,零部件现场调试安装,装配精度高,可满足装饰背景墙的需求标准;特别适用于办公或酒店高大空间竖向形象墙的构造设计,可任意成型,精准加工控制,变形系数小,保证了产品质量、缩短了生产周期,有效降低生产成本具有较高的经济效益。
5、在某些实施方式中若干横向构造条等间距布设在纵向受力扭曲拉条之间,其弯曲弧度按序变化。
6、在某些实施方式中所述横向构造条为弧状木条。
7、在某些实施方式中所述装饰层为木皮,木皮表面做喷漆处理。
8、在某些实施方式中相邻的横向构造条之间间距200mm。
9、在某些实施方式中所述多层板的叠层不少于3层。
10、在某些实施方式中相邻的多层板之间采用射钉和白乳胶挤压固定。
11、在某些实施方式中所述多层板的厚度为8-10mm。
12、综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
13、与传统的蒸汽加热法、带锯机切割法、层压法、热弯管法等制作的一体成型的木制装饰构件不同的是,本技术方案中针对高度大于10m的超大型木制装饰构件,巧妙的将一体成型结构分解为方便生产、运输以及现场组装的框架结构,本技术方案中,可将横向构造条、纵向受力扭曲拉条单独制造生产,解决现有技术中生产困难的问题,零部件分类打包运输,解决了现有技术中大型构件运输易损坏的问题,零部件现场调试安装,装配精度高,可满足装饰背景墙的需求标准;特别适用于办公或酒店高大空间竖向形象墙的构造设计,可任意成型,精准加工控制,变形系数小,保证了产品质量、缩短了生产周期,有效降低生产成本具有较高的经济效益。
技术特征:
1.一种超长扭曲木制构件框架结构,其特征在于,包括由若干横向构造条、纵向受力扭曲拉条组成的梯子结构,所述梯子结构表面覆设有装饰层,所述横向构造条的两端分别与纵向受力扭曲拉条粘接,纵向受力扭曲拉条由若干多层板逐层粘接而成。
2.根据权利要求1所述的一种超长扭曲木制构件框架结构,其特征在于,若干横向构造条等间距布设在纵向受力扭曲拉条之间,其弯曲弧度按序变化。
3.根据权利要求2所述的一种超长扭曲木制构件框架结构,其特征在于,所述横向构造条为弧状木条。
4.根据权利要求1所述的一种超长扭曲木制构件框架结构,其特征在于,所述装饰层为木皮,木皮表面做喷漆处理。
5.根据权利要求1所述的一种超长扭曲木制构件框架结构,其特征在于,相邻的横向构造条之间间距200mm。
6.根据权利要求1所述的一种超长扭曲木制构件框架结构,其特征在于,所述多层板的叠层不少于3层。
7.根据权利要求1所述的一种超长扭曲木制构件框架结构,其特征在于,相邻的多层板之间采用射钉和白乳胶挤压固定。
8.根据权利要求1所述的一种超长扭曲木制构件框架结构,其特征在于,所述多层板的厚度为8-10mm。
技术总结
本技术具体涉及一种超长扭曲木制构件框架结构,与传统的一体成型的木制装饰构件不同的是,本技术方案中针对高度大于10m的超大型木制装饰构件,巧妙的将一体成型结构分解为方便生产、运输以及现场组装的框架结构,本技术方案中,可将横向构造条、纵向受力扭曲拉条单独制造生产,解决现有技术中生产困难的问题,零部件分类打包运输,解决了现有技术中大型构件运输易损坏的问题,零部件现场调试安装,装配精度高,可满足装饰背景墙的需求标准;特别适用于办公或酒店高大空间竖向形象墙的构造设计,可任意成型,精准加工控制,变形系数小,保证了产品质量、缩短了生产周期,有效降低生产成本具有较高的经济效益。
技术研发人员:余建华,单雄飞,常以民,胡文,王虎,冯辉
受保护的技术使用者:成都市路桥工程股份有限公司
技术研发日:20230614
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!