一种轻质耐火砖全自动成型机构的制作方法
本技术涉及耐火砖加工设备,具体为一种轻质耐火砖全自动成型机构。
背景技术:
1、耐火砖用耐火黏土或其他耐火原料烧制成的耐火材料,呈现淡黄色或带褐色,成型的耐火砖按形状和尺寸可分为标准型砖、普通砖、特异型砖等,可用作建筑窑炉和各种热工设备的高温建筑材料和结构材料,并在高温下能经受各种物理化学变化和机械作用,其中轻质耐火砖具有密度小、气孔率高、热导率小、保温性好以及有一定的耐压强度等特点,在热处理设备上已获得了广泛的应用。
2、现厂内轻质耐火砖的制作方法是将原材料搅拌后通过塑形通道形成规则的板块然后一点点往外送,然后工人使用辅助工具将板块截断并搬运到另一块板上然后通过细丝切割成需要的尺寸,但搬运与切割板块的过程板块容易变形,且搬运和切割均需要安排工人操作不但劳动强度高还浪费人力资源。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本实用新型提供了一种轻质耐火砖全自动成型机构,解决了上述背景技术中提出的问题。
3、(二)技术方案
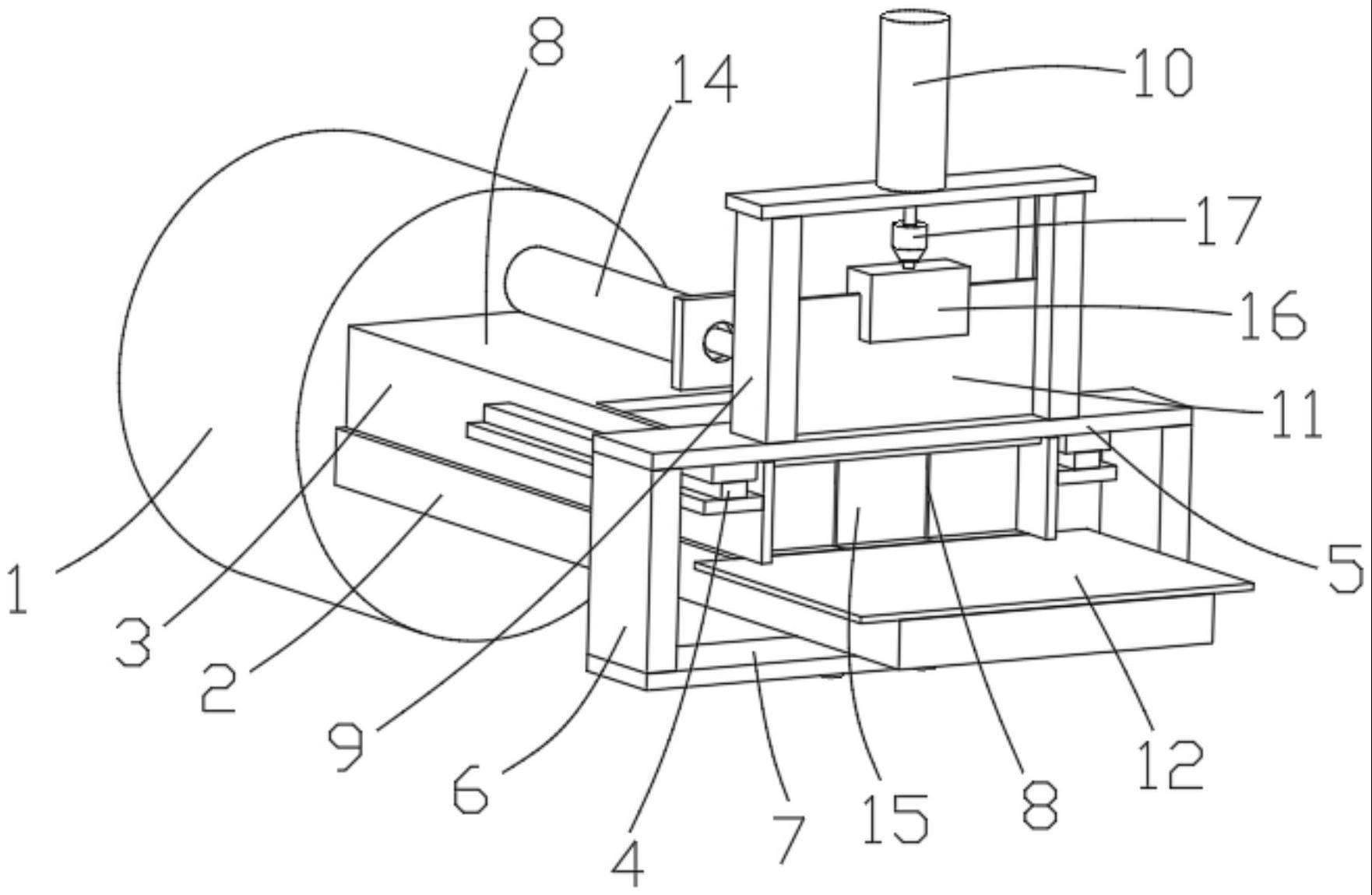
4、为实现以上目的,本实用新型通过以下技术方案予以实现:一种轻质耐火砖全自动成型机构,包括混料出口,所述混料出口的前端固定安装有出料底板,出料底板靠近混料出口的上方安装有塑形通道,塑形通道远离混料出口的上盖板被切除形成切割腔,切割腔的两侧固定安装有直线导轨,直线导轨的上方滑动连接有上桥板,上桥板两侧的下方固定安装有矩形立柱,矩形立柱的下端安装有下桥板,下桥板与上桥板之间连接有切割线,上桥板上方的两侧固定安装有立柱槽板,立柱槽板的上方固定安装有切断气缸,切断气缸的活塞杆往下往复运动且连接有切断板,出料底板远离混料出口的一端的上方设置有便于取放的铝板,上桥板靠近切割线的两侧螺纹连接有声波测距传感器,塑形通道的上表面安装有活塞杆与上桥板连接的推料气缸,混料出口向前慢慢吐出长条砖板。
5、优选的,切割线的数量为两根且位于切断板的后方,切割线将长条砖板切割成三等份。
6、优选的,切割线穿过出料底板开设的长腰槽,长腰槽的宽度稍微大于切割线的直径,长腰槽的长度大于切割线往复运动的距离。
7、优选的,铝板的宽度大于出料底板的宽度,铝板的上表面与出料底板的上表面平齐,铝板的前端卡在出料底板与塑形通道之间。
8、优选的,切断气缸的活塞杆与切断板之间通过限位板与浮动接头连接,限位板与上桥板的距离稍微小于切断板到出料底板上表面的距离。
9、优选的,切断板的两侧嵌入立柱槽板内,切断板的两侧面与切割腔的内侧面小间隙配合,切断板往前运动后位于铝板的上方且始终位于切割腔内。
10、(三)有益效果
11、本实用新型提供了一种轻质耐火砖全自动成型机构,具备以下有益效果:
12、1、该轻质耐火砖全自动成型机构,通过出料底板、塑形通道、切割线和切断板的配合设置,使该轻质耐火砖全自动成型机构具备了搬运与切割板块的过程可避免板块变形的效果,切割线穿过出料底板在塑形通道内就对板块进行切割,切割过程中板块始终在塑形通道内进而两侧得到保护可避免变形,搬运过程是切断板将板块截断以后将板块从塑形通道内往外推的过程,该过程板块也被塑形通道保护进而不容易变形。
13、2、该轻质耐火砖全自动成型机构,通过切割线、切断气缸、切断板和推料气缸的配合设置,使该轻质耐火砖全自动成型机构具备了降低工人劳动强度且节约人力资源的效果,切割砖板时切割线通过推料气缸驱动,砖板的切断通过切断气缸驱动切断板完成,砖板的搬运通过推料气缸驱动切断板完成,进而砖板切断与搬运的过程均不需要工人操作实现了降低工人劳动强度且节约人力资源的效果。
技术特征:
1.一种轻质耐火砖全自动成型机构,包括混料出口(1),其特征在于:所述混料出口(1)的前端固定安装有出料底板(2),出料底板(2)靠近混料出口(1)的上方安装有塑形通道(3),塑形通道(3)远离混料出口(1)的上盖板被切除形成切割腔(301),切割腔(301)的两侧固定安装有直线导轨(4),直线导轨(4)的上方滑动连接有上桥板(5),上桥板(5)两侧的下方固定安装有矩形立柱(6),矩形立柱(6)的下端安装有下桥板(7),下桥板(7)与上桥板(5)之间连接有切割线(8),上桥板(5)上方的两侧固定安装有立柱槽板(9),立柱槽板(9)的上方固定安装有切断气缸(10),切断气缸(10)的活塞杆往下往复运动且连接有切断板(11),出料底板(2)远离混料出口(1)的一端的上方设置有便于取放的铝板(12),上桥板(5)靠近切割线(8)的两侧螺纹连接有声波测距传感器(13),塑形通道(3)的上表面安装有活塞杆与上桥板(5)连接的推料气缸(14),混料出口(1)向前慢慢吐出长条砖板(15)。
2.根据权利要求1所述的轻质耐火砖全自动成型机构,其特征在于:切割线(8)的数量为两根且位于切断板(11)的后方,切割线(8)将长条砖板(15)切割成三等份。
3.根据权利要求1所述的轻质耐火砖全自动成型机构,其特征在于:切割线(8)穿过出料底板(2)开设的长腰槽,长腰槽的宽度稍微大于切割线(8)的直径,长腰槽的长度大于切割线(8)往复运动的距离。
4.根据权利要求1所述的轻质耐火砖全自动成型机构,其特征在于:铝板(12)的宽度大于出料底板(2)的宽度,铝板(12)的上表面与出料底板(2)的上表面平齐,铝板(12)的前端卡在出料底板(2)与塑形通道(3)之间。
5.根据权利要求1所述的轻质耐火砖全自动成型机构,其特征在于:切断气缸(10)的活塞杆与切断板(11)之间通过限位板(16)与浮动接头(17)连接,限位板(16)与上桥板(5)的距离稍微小于切断板(11)到出料底板(2)上表面的距离。
6.根据权利要求1所述的轻质耐火砖全自动成型机构,其特征在于:切断板(11)的两侧嵌入立柱槽板(9)内,切断板(11)的两侧面与切割腔(301)的内侧面小间隙配合,切断板(11)往前运动后位于铝板(12)的上方且始终位于切割腔(301)内。
技术总结
本技术公开了一种轻质耐火砖全自动成型机构,涉及耐火砖加工设备技术领域,具体为一种轻质耐火砖全自动成型机构,包括混料出口,所述混料出口的前端固定安装有出料底板,出料底板靠近混料出口的上方安装有塑形通道,塑形通道远离混料出口的上盖板被切除形成切割腔,切割腔的两侧固定安装有直线导轨,直线导轨的上方滑动连接有上桥板。通过出料底板、塑形通道、切割线和切断板的配合设置,使该轻质耐火砖全自动成型机构具备了搬运与切割板块的过程可避免板块变形的效果,通过切割线、切断气缸、切断板和推料气缸的配合设置,使该轻质耐火砖全自动成型机构具备了降低工人劳动强度且节约人力资源的效果。
技术研发人员:侯丹,梁勤君,张亚权
受保护的技术使用者:郑州瑞泰耐火科技有限公司
技术研发日:20230621
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!