一种盾构隧道内预制弧形整体箱涵生产线与基于该生产线的生产工艺的制作方法
本发明涉及整体箱涵生产,特别涉及一种盾构隧道内预制弧形整体箱涵生产线与基于该生产线的生产工艺。
背景技术:
1、预制弧形构件的生产一般需要经过浇筑和养护,而预制弧形构件的长度较长,重量较重,而现在的生产线自动化程度较低,分布很不合理,从而导致生产的预制弧形构件生产效率较低,工人劳动强度大。
技术实现思路
1、本发明的目的是提供一种盾构隧道内预制弧形整体箱涵生产线与基于该生产线的生产工艺,通过合理布局浇注生产线、养护窑以及输送线,通过子母车实现自动化转运,从而提高了生产效率,降低了工人劳动强度。
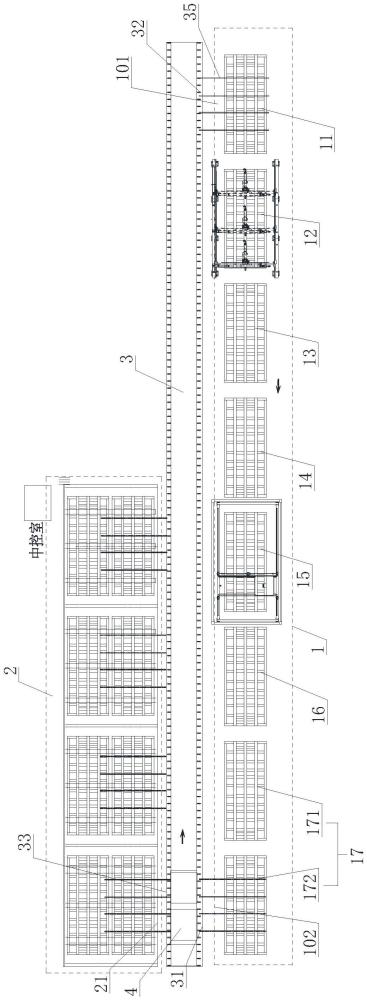
2、为了实现上述目的,本发明提供一种盾构隧道内预制弧形整体箱涵生产线与基于该生产线的生产工艺,包括浇注生产线、养护窑、输送线和控制系统;浇注生产线的两端分别设置有入模口和出模口;输送线与浇注生产线平行设置,并且两端对应入模口和出模口设置有输送线入口和输送线出口,入模口与输送线出口之间、出模口与输送线入口之间分别通过输送轨道连接;养护窑位于输送线与浇注生产线相对的一侧,养护窑并排设置有若干个,并且其窖口正对输送线,输送线的一侧对应窖口设置有中间出口,中间出口与窖口之间通过输送轨道连接;输送线上设置有子母车,子母车包括沿着输送线移动的母台车和可移动设置在母台车上的子台车,母台车与子台车的移动方向垂直;母台车上设置有母车动力系统,子台车上设置有子车动力系统;子台车可在母台车和任意输送轨道之间进行输送。
3、采用上述结构后,通过将浇注生产线与养护窑相对设置,并且中间设置输送线,通过在输送线上设置有子母车,从而便于整体箱涵模具的转运;通过母台车和子台车的移动方向垂直,从而便于子台车进入到浇注生产线和任意养护窑内,从而实现了整体箱涵模具的转运,实现了生产线的自动化转运,提高了生产效率,降低了工人劳动强度。
4、为了提高工作效率,采用双子车的结构,所以子母车包括两个并排设置的子台车,入模口与输送线出口之间、出模口与输送线入口之间、每个中间出口与其对应的窖口之间分别设置有两组输送轨道,两组输送轨道分别对应两台子台车。
5、为了提高母台车和子台车的定位精度,实现自动化控制,所以母台车上设置有母车动力系统和母车定位系统,母车动力系统推动母台车沿着输送线运行,母车定位系统用来定位母台车的位置;母台车的上表面设置有供子台车运行的子车轨道,子车轨道与输送线方向垂直;子台车上设置有子车动力系统、子车定位系统以及支持子车动力系统、子车定位系统运行的供电装置,子车动力系统推动子台车沿着子车轨道或是输送轨道运行,子车定位系统用来定位子台车的位置;子台车上还设置有托举系统和控制托举系统运行的电气系统;母车动力系统、母车定位系统、子车动力系统、子车定位系统、供电装置和电气系统均信号连接控制系统。
6、为了使母台车和子台车运行稳定性,所以母台车包括母车主框架,母车主框架的底部安装有母车行走轮,母车行走轮包括若干母车主动行走轮和若干母车从动行走轮,母车主动行走轮传动连接母车动力系统;子台车包括子车主框架,子车主框架上安装有子车行走轮,子车行走轮包括若干子车主动行走轮和若干子车从动行走轮,子车主动行走轮传动连接子车动力系统。
7、为了实现母台车和子台车的稳定牵引,所以母车主动行走轮设置有两个,每个母车主动行走轮连接独立的母车动力系统;子车主动行走轮设置有两个,两个子车主动行走轮传动连接同一子车动力系统。
8、为了实现母台车的位置精确控制,对母台车极限位置进行防护,所以母车定位系统包括减速开关、到位检测开关和定位结构;减速开关包括设置在母车主框架底部的减速传感器和设置在母车轨道上并且对应减速传感器设置的减速感应点;到位检测开关包括设置在母车主框架底部的到位传感器和设置在母车轨道上并且对应到位传感器设置的到位感应点;定位结构包括设置在母车主框架底部的定位轴和设置在母车轨道上供定位轴插入的定位孔,定位轴上连接有定位轴驱动装置,定位轴驱动装置连接电气系统;定位结构对应到位检测开关;母车定位系统分别对应输送线入口、输送线出口和中间出口设置;母车定位系统还包括设置在母车主框架前后两端的极限开关。
9、为了实现子台车的位置精确控制,子车定位系统包括固定在子车主框架一端的子车光电开关,母车主框架上对应子车光电开关设置有子车停止点。
10、为了实现母台车与子台车的过程位置的定位,所以子车定位系统还包括安装在子车主框架上的滚轮式计米器,母车定位系统还包括安装在母车主框架上的滚轮式计米器;所以子车定位系统还包括齿轮式计米。
11、为了保证生产线的自动化生产,降低人工劳动强度,所以浇注生产线从入模口到出模口依次设置有脱模工位、模具清理喷涂工位、钢筋笼入模工位、合模工位、浇注振捣工位、静停工位和收面工位,收面工位又分为粗抹面工位和精抹面工位;模具清理喷涂工位采用机器人操作;浇注振捣工位设置有布料机。
12、一种基于盾构隧道内预制弧形整体箱涵生产线的生产工艺,包括以下步骤:s1、在浇注生产线的脱模工位上进行自动脱模作业,分别得到成品整体式预制箱涵和整体式预制箱涵模具;s2、整体式预制箱涵模具进入浇注生产线中,自浇注生产线的右端向左端流转;s3、在控制系统的控制下,整体式预制箱涵模具在浇注生产线上的相应工位上利用相应的配套设备进行相关工序作业,完成整体式预制箱涵的生产工作;s4、待整体式预制箱涵模具流转至浇注生产线左端时,子台车从输送线上的母台车上运行至浇注生产线左端下方,将整体式预制箱涵模具顶起,并移动,移动至输送线入口,并回到母台车上,跟着母台车沿着输送线向右移动,当到达相应的养护窑后,子台车脱离母台车进入养护窑进行养护;s5、养护作业完成后,子台车将养护完成的整体式预制箱涵模具从养护窑内相应位置移动至输送线上的母台车上,并继续向右移动,最后回到浇注生产线左端;s6.重复步骤s1至s5,进入下一次生产养护作业。
13、采用上述工艺后,实现自动化生产,降低了人工劳动强度,提高了生产效率。
14、采用了上述技术方案后,本发明的有益效果是:
15、本发明一种盾构隧道内预制弧形整体箱涵生产线与基于该生产线的生产工艺解决了现有技术中生产线生产效率低的技术问题,本发明通过合理布局浇注生产线、养护窑以及输送线,通过子母车实现自动化转运,从而提高了生产效率,降低了工人劳动强度。
技术特征:
1.一种盾构隧道内预制弧形整体箱涵生产线,其特征在于:包括浇注生产线、养护窑、输送线和控制系统;
2.根据权利要求1所述的一种盾构隧道内预制弧形整体箱涵生产线,其特征在于:所述子母车包括两个并排设置的子台车,所述入模口与所述输送线出口之间、所述出模口与所述输送线入口之间、每个所述中间出口与其对应的所述窖口之间分别设置有两组输送轨道,两组输送轨道分别对应两台子台车。
3.根据权利要求2所述的一种盾构隧道内预制弧形整体箱涵生产线,其特征在于:所述母台车上设置有母车动力系统和母车定位系统,所述母车动力系统推动所述母台车沿着所述输送线运行,所述母车定位系统用来定位所述母台车的位置;所述母台车的上表面设置有供所述子台车运行的子车轨道,所述子车轨道与所述输送线方向垂直;所述子台车上设置有子车动力系统、子车定位系统以及支持所述子车动力系统、子车定位系统运行的供电装置,所述子车动力系统推动所述子台车沿着所述子车轨道或是输送轨道运行,所述子车定位系统用来定位所述子台车的位置;
4.根据权利要求3所述的一种盾构隧道内预制弧形整体箱涵生产线,其特征在于:所述母台车包括母车主框架,所述母车主框架的底部安装有母车行走轮,所述母车行走轮包括若干母车主动行走轮和若干母车从动行走轮,所述母车主动行走轮传动连接所述母车动力系统;所述子台车包括子车主框架,所述子车主框架上安装有子车行走轮,所述子车行走轮包括若干子车主动行走轮和若干子车从动行走轮,所述子车主动行走轮传动连接所述子车动力系统。
5.根据权利要求4所述的一种盾构隧道内预制弧形整体箱涵生产线,其特征在于:所述母车主动行走轮设置有两个,每个所述母车主动行走轮连接独立的所述母车动力系统;所述子车主动行走轮设置有两个,两个所述子车主动行走轮传动连接同一所述子车动力系统。
6.根据权利要求4所述的一种盾构隧道内预制弧形整体箱涵生产线,其特征在于:所述母车定位系统包括减速开关、到位检测开关和定位结构;
7.根据权利要求4所述的一种盾构隧道内预制弧形整体箱涵生产线,其特征在于:所述子车定位系统包括固定在所述子车主框架一端的子车光电开关,所述母车主框架上对应所述子车光电开关设置有子车停止点。
8.根据权利要求7所述的一种盾构隧道内预制弧形整体箱涵生产线,其特征在于:所述子车定位系统还包括安装在所述子车主框架上的滚轮式计米器,所述母车定位系统还包括安装在所述母车主框架上的滚轮式计米器;所述子车定位系统还包括齿轮式计米。
9.根据权利要求1-8任一所述的一种盾构隧道内预制弧形整体箱涵生产线,其特征在于:所述浇注生产线从所述入模口到所述出模口依次设置有脱模工位、模具清理喷涂工位、钢筋笼入模工位、合模工位、浇注振捣工位、静停工位和收面工位,所述收面工位又分为粗抹面工位和精抹面工位;
10.一种基于权利要求9所述盾构隧道内预制弧形整体箱涵生产线的生产工艺,其特征在于:包括以下步骤:
技术总结
本发明公开了一种盾构隧道内预制弧形整体箱涵生产线与基于该生产线的生产工艺,涉及整体箱涵生产技术领域,包括浇注生产线、养护窑、输送线和控制系统;浇注生产线的两端分别设置有入模口和出模口;输送线两端设置有输送线入口和输送线出口,入模口与输送线出口之间、出模口与输送线入口之间分别通过输送轨道连接;养护窑位于输送线与浇注生产线相对的一侧,输送线的一侧设置有中间出口,中间出口与窖口之间通过输送轨道连接;输送线上设置有子母车,子母车包括母台车和子台车;母台车上设置有母车动力系统,子台车上设置有子车动力系统;子台车可在母台车和任意输送轨道之间进行输送。通过将浇注生产线与养护窑相对设置,并且中间设置输送线,提高了生产效率,降低了工人劳动强度。
技术研发人员:逄钊华,李云香,庄慧显,孙增宝,董磊,丁峰熙,赵天洁
受保护的技术使用者:青岛环球重工科技有限公司
技术研发日:
技术公布日:2024/8/21
- 还没有人留言评论。精彩留言会获得点赞!