一种陶瓷坯体模具干压成型设备的制作方法
本发明属于陶瓷加工,具体的说是一种陶瓷坯体模具干压成型设备。
背景技术:
1、干压成型是指陶瓷生产中较常用的一种坯体成型方法。将粉料加少量粘合剂造粒,然后装入模具中,在压力机上加压,使粉粒在模具内相互靠近,并借内摩擦力牢固地结合,形成一定形状的坯体。常规方法包括单向加压,双向加压,四向加压等。改进的干压成型有振动压制和磁场压制,其中磁场压制适用于金属粉末。
2、在进行陶瓷粉末压制工作时,需要对容器灌注陶瓷粉末,然后再施加压力,但是会出现以下问题:
3、1、为了保证粉末量充足,单次灌装的陶瓷粉末通常需要过量,这就导致在连续加工过程中工作平面会逐渐积累越来越多的粉末,导致成本出现浪费,并严重污染成型的陶瓷产品;
4、2、在成型干压过程中,容器内部被挤压出的气体会对坯料表面产生气坑,严重时坯料结构不强容易破裂,进而导致坯料报废的问题。
技术实现思路
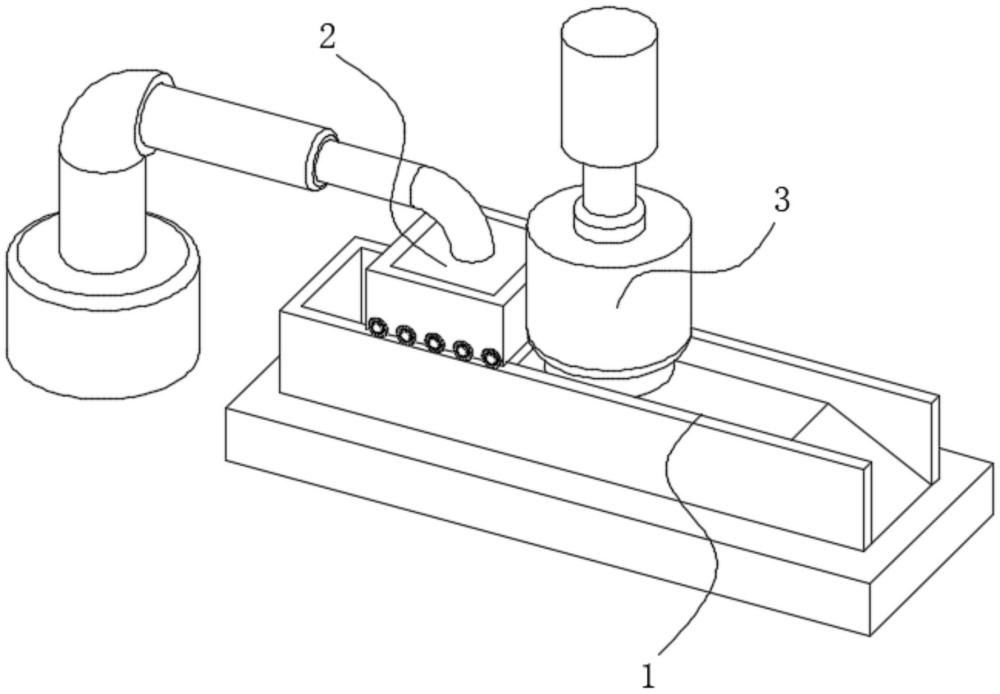
1、针对现有技术陶瓷粉末容易出现浪费的问题,本发明所采用的技术方案是:一种陶瓷坯体模具干压成型设备,包括塑形部件,可以对加入内部的陶瓷粉末进行塑形;送料设备,可以将陶瓷粉末加入塑形部件的内部;加压部件,能够将塑形部件内部松散的陶瓷粉末进行加压工作;
2、所述塑形部件包括控制底座,控制底座能够将轴心处的竖直推杆进行上下推进工作,且竖直推杆的外表面套接有受压垫圈,受压垫圈在挤压一定程度后无法被压缩;侧边外框,所述侧边外框的底部与控制底座的上表面固定连接,且侧边外框使用铁金属材料制成;塑形内板,所述塑形内板的外表面与侧边外框内壁的中部固定连接,且塑形内板内腔的轴心处开设有容纳口,容纳口的尺寸根据所压陶瓷的形状进行调试;内推底板,所述内推底板的外表面通过容纳口与塑形内板的内壁滑动连接,且内推底板内腔的轴心处通过竖直推杆与控制底座的轴心处固定连接,内推底板被受压垫圈支撑,为控制底座分担下压力。
3、进一步地,所述送料设备包括供料箱,所述供料箱的底部与地面固定连接,且供料箱的背部开设有输入陶瓷粉末的进口;竖直滑筒,所述竖直滑筒外表面的底部与供料箱内壁的轴心处滑动连接;水平牵引杆,所述水平牵引杆的左端与竖直滑筒内壁的顶部固定连接;滑动内箱,所述滑动内箱上表面的轴心处与水平牵引杆的右端固定连接;扣置内罩,所述扣置内罩顶部的轴心处通过连接软管与水平牵引杆的内腔固定连接;外滑框,所述外滑框的内壁与滑动内箱的外表面滑动连接,所述外滑框下表面的前后两侧均通过吸附滚轮与侧边外框的上表面滑动连接,吸附滚轮可以沿着侧边外框上表面的边缘位置进行水平滑移,同时滑动内箱能够与外滑框的内壁进行现相对移动。
4、进一步地,所述加压部件包括下压牵引杆,所述下压牵引杆的顶部与天花板固定连接;复合套筒,所述复合套筒上表面的轴心处与下压牵引杆的底端固定连接;塑形压杆,且塑形压杆设置在复合套筒的轴心处;吸料设备,能够将塑形内板上表面残留的陶瓷粉末吸走实现清理效果。
5、进一步地,所述复合套筒包括外侧筒壳,所述外侧筒壳顶部的轴心处与下压牵引杆的底端固定连接;上滑套,所述上滑套的侧面与外侧筒壳的内壁滑动连接,且上滑套内腔的顶部通过弹性拉筒与外侧筒壳内壁的轴心处固定连接;下压滑套,所述下压滑套的侧面通过弹簧垫筒与外侧筒壳内壁的底部滑动连接;下压内筒,所述下压内筒的数量为十根,所述下压内筒的顶部与下压滑套的内壁固定连接,且下压内筒的底端延伸至下压滑套的外部,下压内筒底端的轴心处带有可以滑移的杆体,杆体受到的压力反馈给下压内筒。
6、进一步地,所述塑形压杆包括扭转电机,所述扭转电机的上表面与外侧筒壳内壁顶部的轴心处固定连接;滑槽插杆,所述滑槽插杆顶部的轴心处与扭转电机输出轴的外表面固定连接;容纳转筒,所述容纳转筒的内壁与滑槽插杆的外表面滑动连接,且容纳转筒的外表面与上滑套内壁的轴心处转动连接,滑槽插杆转动时,可以带动容纳转筒同步转动;螺纹推进杆,所述螺纹推进杆的顶端与容纳转筒底部的轴心处固定连接,且螺纹推进杆的底端固定连接有塑形盖;延展底筒,所述延展底筒的外表面与下压滑套内壁的底部滑动连接;控制环,所述控制环的外表面与下压滑套上表面的轴心处固定连接,且控制环的内腔均匀设置有加力推杆,所述加力推杆的底端与容纳转筒的上表面固定连接;螺纹套筒,所述螺纹套筒的外表面与下压滑套内腔的轴心处固定连接,且螺纹推进杆的外表面与螺纹套筒的内壁螺纹连接。
7、进一步地,所述吸料设备包括吸气内筒,所述吸气内筒的上表面与延展底筒内壁的顶部固定连接;转动环盖,所述转动环盖的上表面与吸气内筒的底部转动连接,且转动环盖的内腔均匀设置有弯折通管;填充底环,所述填充底环的内腔通过贯穿口与弯折通管的底端固定连接,所述填充底环的外表面通过环切槽与延展底筒内腔的底部转动连接;控制马达,所述控制马达输出轴的顶端通过转轮与转动环盖的内壁滚动连接。
8、本发明的有益效果如下:
9、1.该装置可以通过送料设备的独特上料方式,每次将坯料从斜板上推送出之后,将塑形内板上表面残留的粉末抹平,从而解决塑形内板上表面粉末逐渐堆积的问题,由于内推底板在进行加压工作时可以随着压力向下滑移,从而使装满容纳口的粉末不会在挤压过程中溢出到外部,避免出现成型的坯料用料不足而出现残次的问题。
10、2.该装置使用复合套筒对容纳口进行加压工作,由于复合套筒通过底部可滑移的下压滑套直接压在塑形内板上表面,保证塑形盖可以准确插入塑形口中,所以塑形内板在挤压过程中,能够通过下压内筒和弹簧垫筒的缓冲作用减小对塑形内板的挤压作用力,避免塑形内板出现压力形变的问题。
11、3.经过送料设备的刮除工作后,塑形内板的上表面只会残留有一层细小的粉末颗粒,所以能够通过延展底筒内部的吸料设备,将这些细小的颗粒在下压工作的过程中,吸收到吸气内筒的内部,实现回收清理的效果,并且下压内筒的底端较细,不会遮住塑形内板上表面较大的范围,从而避免塑形内板因为遮盖问题出现清理效果较差的问题。
12、4.在弯折通管抽取粉末时,控制马达通过转动顶部转轮的方式带动转动环盖绕着吸气内筒的下表面进行旋转,从而保证吸料设备的抽取范围内不会存在死角,并且保证抽取力度较为均匀,将塑形内板上表面的较大范围进行全面的清除工作。
技术特征:
1.一种陶瓷坯体模具干压成型设备,包括,
2.根据权利要求1所述的陶瓷坯体模具干压成型设备,其特征在于:
3.根据权利要求2所述的陶瓷坯体模具干压成型设备,其特征在于:
4.根据权利要求3所述的陶瓷坯体模具干压成型设备,其特征在于:
5.根据权利要求4所述的陶瓷坯体模具干压成型设备,其特征在于:
6.根据权利要求5所述的陶瓷坯体模具干压成型设备,其特征在于:
技术总结
本发明属于陶瓷加工技术领域,具体的说是一种陶瓷坯体模具干压成型设备,包括塑形部件,可以对加入内部的陶瓷粉末进行塑形;送料设备,可以将陶瓷粉末加入塑形部件的内部;加压部件,能够将塑形部件内部松散的陶瓷粉末进行加压工作;所述塑形部件包括控制底座,控制底座能够将轴心处的竖直推杆进行上下推进工作。该装置可以通过送料设备的独特上料方式,每次将坯料从斜板上推送出之后,将塑形内板上表面残留的粉末抹平,从而解决塑形内板上表面粉末逐渐堆积的问题,由于内推底板在进行加压工作时可以随着压力向下滑移,从而使装满容纳口的粉末不会在挤压过程中溢出到外部,避免出现成型的坯料用料不足而出现残次的问题。
技术研发人员:方豪杰,张国秀,刘建平,段芳华
受保护的技术使用者:湖南省新美达模具制造有限公司
技术研发日:
技术公布日:2025/1/6
- 还没有人留言评论。精彩留言会获得点赞!