高铁防护栅栏自动化生产线的制作方法
本技术涉及预制构件生产领域,特别涉及高铁防护栅栏自动化生产线。
背景技术:
1、目前国家大力发展高速铁路线路,高速铁路的列车高速度高,通常采用预制水泥防护护栏来进行安全防护,高速线路通常上百里上千里,需要大量的防护栅栏。而目前高铁防护栅栏生产中为人工制作,其不足之处在于:其一,需要大量的劳动力以及场地面积特别大,产量低;其二,生产环境较差,难以符合国家的环保标准,劳动强度大,工人安全隐患以及身体健康隐患大;其三,每批防护栅栏的生产以及养护均难以统一,存在人为因素误差,产品质量难以保证。
技术实现思路
1、为了解决上述问题的一个或多个,本实用新型提供了高铁防护栅栏自动化生产线。
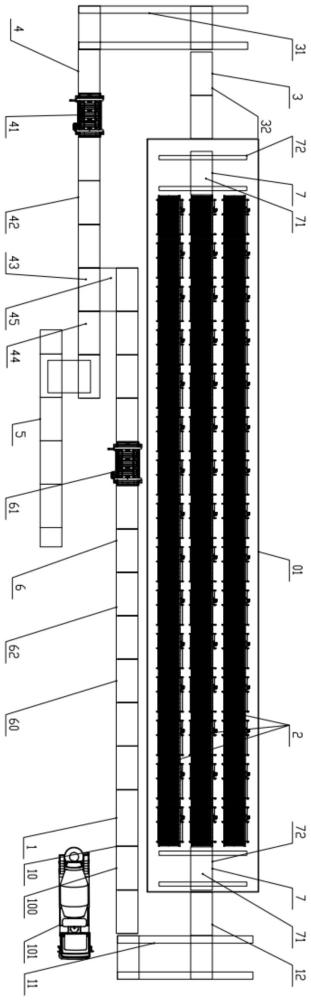
2、根据本实用新型的一个方面,该高铁防护栅栏自动化生产线包括:
3、养生站,养生站内中间设有至少一条横向养生输送线且横向两端对称设有两个托盘升降纵移机,养生站的右端中间门正对横移进料机且左端中间门正对横移出料机;
4、托盘布料输送站,托盘布料输送站包括振动布料机、纵向进盘机以及横移进料机,振动布料机放置在养生站前方右端,振动布料机右端正对纵向进盘机前,纵向进盘机后端左侧正对横移进料机;
5、成品托盘输送站,成品托盘输送站的纵向出盘机后端右侧正对横移出料机;
6、托盘分离站,托盘分离站包括第一翻转机、脱模台以及分离机,第一翻转机左端连通纵向出盘机的前端且右端连通脱模台,脱模台右端连通分离机,分离机右侧设有产品暂停区且后侧设有空托盘纵移机;
7、成品下料线,成品下料线设于产品暂停区前;
8、空托盘回流站,空托盘回流站的左端连接在空托盘纵移机后且右端直联振动布料机。
9、在一些实施方式中,养生站包括三条相互平行的横向养生输送线,三条横向养生输送线的两端正对托盘升降纵移机;
10、横向养生输送线由若干条皮带机相互连接而成。
11、在一些实施方式中,养生站为恒温恒湿养护房。
12、在一些实施方式中,托盘升降纵移机包括液压升降机以及纵移载料部,右端的液压升降机在横移进料机右端的高度以及横向养生输送线的高度之间往复垂直升降,左端的液压升降机在横移出料机的高度以及横向养生输送线左端的高度之间往复垂直升降;纵移载料部纵向移动至每个横向养生输送线的端部。
13、在一些实施方式中,空托盘回流站中间设有第二翻转机、喷油站且右端直联振动布料机,第二翻转机、喷油站以及振动布料机之间通过若干个横向的空托盘输送机相连接,空托盘输送机为皮带机或滚筒机。
14、在一些实施方式中,第一翻转机以及第二翻转机结构相同;第一翻转机包括链条辊筒输送部、纵移翻转架;链条辊筒输送部前后两端分别连接一个输送机,链条辊筒输送部上安装有纵移驱动部且中间设置有接板部;
15、纵移翻转架纵向滑动平齐放置在链条辊筒输送部内,纵移翻转架连接纵移驱动部,纵移翻转架上设有挡板,托盘移动至纵移翻转架且被挡板阻挡,纵移翻转架纵向向前移动出链条辊筒输送部,顶升部推动纵移翻转架旋转一定角度,使托板另一个表面接触链条辊筒输送部。
16、在一些实施方式中,还包括接板架,接板架位于链条辊筒输送部内下方,接板架下面连接垂向升降气缸,接板架两侧下安装有导柱导块组件。
17、在一些实施方式中,接板架两侧上表面还安装有橡胶材质的缓冲块或尼龙材质的万向滚轮。
18、在一些实施方式中,分离机的分离台左端安装分离气缸且下端安装吸固气缸,吸固气缸固定下方产品,分离气缸纵向推动托盘至空托盘纵移机。
19、在一些实施方式中,振动布料机包括振动布料平台以及机器人布料器。
20、该生产线实现了自动化大规模生产预制高铁防护栅栏,其有益效果是:其一,全自动化生产,降低了劳动力使用,而且循环使用各个设备,大大降低了场地面积,有利于大规模连续化作业生产,而且自动化生产,有利于获取良好的环保条件,降低了工人的健康和安全问题,同时自动化生产,每批预制小构件生产参数相同,无人为因素干扰,产品质量好,良品率高;其二,托盘进行环形自动化输送,完全不需要人为参与,进一步提高了生产速度;其三,采用托盘升降纵移机进行养护站内的载货托盘输送,能够快速高效实现上料。
技术特征:
1.高铁防护栅栏自动化生产线,其特征在于,包括:
2.根据权利要求1所述的高铁防护栅栏自动化生产线,其特征在于,所述养生站(01)包括三条相互平行的所述横向养生输送线(2),三条所述横向养生输送线(2)的两端正对所述托盘升降纵移机(7);
3.根据权利要求2所述的高铁防护栅栏自动化生产线,其特征在于,所述养生站(01)为恒温恒湿养护房。
4.根据权利要求1所述的高铁防护栅栏自动化生产线,其特征在于,所述托盘升降纵移机(7)包括液压升降机(71)以及纵移载料部(72),右端的所述液压升降机(71)在所述横移进料机(12)右端的高度以及所述横向养生输送线(2)的高度之间往复垂直升降,左端的所述液压升降机(71)在所述横移出料机(32)的高度以及所述横向养生输送线(2)左端的高度之间往复垂直升降;所述纵移载料部(72)纵向移动至每个所述横向养生输送线(2)的端部。
5.根据权利要求1所述的高铁防护栅栏自动化生产线,其特征在于,所述空托盘回流站(6)中间设有第二翻转机(61)、喷油站(62)且右端直联所述振动布料机(10),所述第二翻转机(61)、所述喷油站(62)以及所述振动布料机(10)之间通过若干个横向的空托盘输送机(60)相连接,所述空托盘输送机(60)为皮带机或滚筒机。
6.根据权利要求5所述的高铁防护栅栏自动化生产线,其特征在于,所述第一翻转机(41)以及所述第二翻转机(61)结构相同;
7.根据权利要求6所述的高铁防护栅栏自动化生产线,其特征在于,还包括接板架(416),所述接板架(416)位于所述链条辊筒输送部(410)内下方,所述接板架(416)下面连接垂向升降气缸(417),所述接板架(416)两侧下安装有导柱导块组件。
8.根据权利要求7所述的高铁防护栅栏自动化生产线,其特征在于,所述接板架(416)两侧上表面还安装有橡胶材质的缓冲块(418)或尼龙材质的万向滚轮(419)。
9.根据权利要求1所述的高铁防护栅栏自动化生产线,其特征在于,所述分离机(43)的分离台左端安装分离气缸且下端安装吸固气缸,吸固气缸固定下方的产品,分离气缸纵向推动托盘至所述空托盘纵移机(45)。
10.根据权利要求1所述的高铁防护栅栏自动化生产线,其特征在于,所述振动布料机(10)包括振动布料平台(100)以及机器人布料器(101)。
技术总结
本技术公开了高铁防护栅栏自动化生产线。该高铁防护栅栏自动化生产线包括:养生站、托盘布料输送站、成品托盘输送站、成品下料线以及空托盘回流站,养生站内中间设有至少一条横向养生输送线且横向两端对称设有两个托盘升降纵移机,养生站的右端中间门正对横移进料机且左端中间门正对横移出料机;成品托盘输送站的纵向进盘机后端左侧正对横移进料机;托盘分离站左端连通纵向出盘机的前端且右端连通脱模台,脱模台右端连通分离机,分离机右侧设有产品暂停区且后侧设有空托盘纵移机;成品下料线设于产品暂停区前;空托盘回流站右端直联振动布料机。本技术具有自动化大规模生产预制高铁防护栅栏,安全环保,产品质量好的效果。
技术研发人员:荆锐,吉帅
受保护的技术使用者:山西精匠智能自动化设备有限公司
技术研发日:20240315
技术公布日:2024/12/10
- 还没有人留言评论。精彩留言会获得点赞!