一种高效生产大尺寸陶瓷坯体的冷等静压模具的制作方法
本技术涉及冷等静压,具体涉及一种高效生产大尺寸陶瓷坯体的冷等静压模具。
背景技术:
1、冷等静压是在常温下,以液体为压力介质,用于粉体材料成型,为进一步烧结、煅造或热等静压工序提供坯体的技术。现有的冷等静压成型技术多采用聚氨酯或橡胶作为模具,模具本身有较大的厚度,且无支撑架,容易造成加压不均匀,因此大尺寸坯体成型困难、成型后粉体损失量高是目前冷等静压模具成型亟待解决的技术问题。
技术实现思路
1、本实用新型的目的在于:提供一种高效生产大尺寸陶瓷坯体的冷等静压模具解决了现有的冷等静压模具大尺寸坯体成型困难、成型后粉体损失量高的问题。
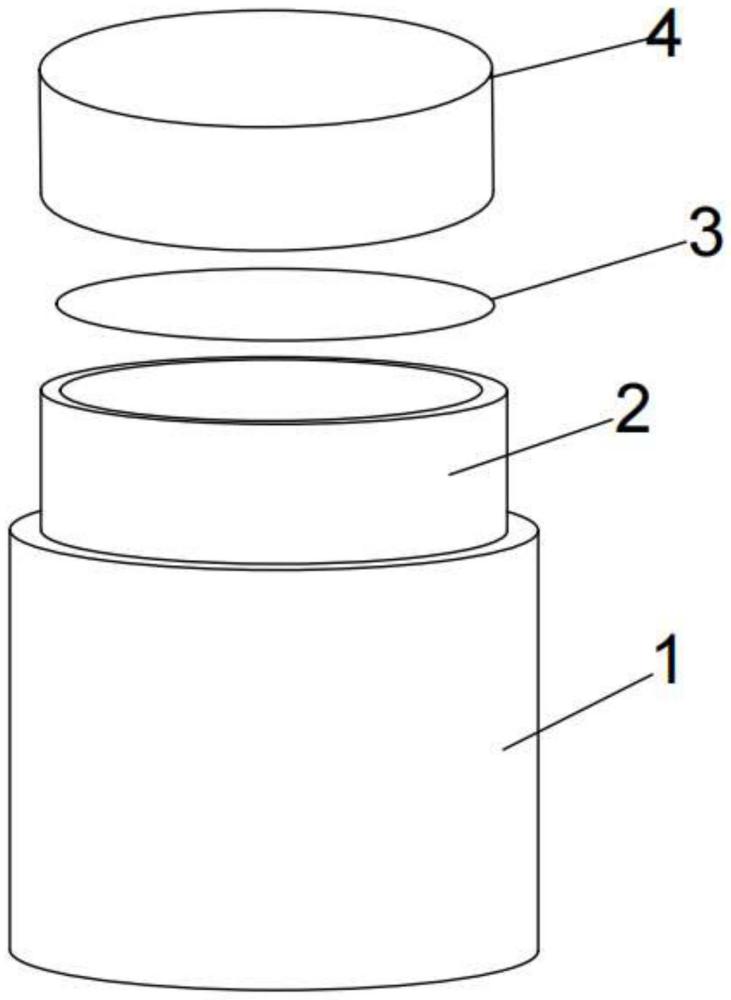
2、技术方案:本实用新型提供了一种高效生产大尺寸陶瓷坯体的冷等静压模具,包括:定型套、软质外型套、软质垫片、软质上盖,所述定型套为管状;所述软质外型套设置在定型套内,所述定型套与软质外型套外部滑动插套配合;所述软质垫片设置在软质外型套上方,软质垫片直径与软质外型套内径贴合;所述软质上盖设置在软质垫片上方,软质上盖直径与软质外型套内径贴合。
3、进一步的,上述一种高效生产大尺寸陶瓷坯体的冷等静压模具,所述定型套为刚性支撑架。提高外部支撑力,在冷等静压的过程中使得加压均匀,方便大尺寸胚体成型。
4、进一步的,上述一种高效生产大尺寸陶瓷坯体的冷等静压模具,所述定型套由金属板材依据所压制坯体的形状焊接制成。
5、进一步的,上述一种高效生产大尺寸陶瓷坯体的冷等静压模具,所述定型套内壁经过打磨、抛光或电镀处理。方便软质外型套套入定型套,避免损伤软质外型套。
6、进一步的,上述一种高效生产大尺寸陶瓷坯体的冷等静压模具,所述定型套采用不锈钢材质。
7、进一步的,上述一种高效生产大尺寸陶瓷坯体的冷等静压模具,所述软质外型套、软质垫片和软质上盖均由高韧性、耐高压的有机材料采用整体工艺成型制成。
8、进一步的,上述一种高效生产大尺寸陶瓷坯体的冷等静压模具,所述软质外型套、软质垫片和软质上盖采用的材质为聚氨酯。采用聚氨酯材质,具有弹性,可以拉伸或扩张脱模,脱模时能够避免毛坯损伤。
9、上述技术方案可以看出,本实用新型具有如下有益效果:本实用新型所述的一种高效生产大尺寸陶瓷坯体的冷等静压模具,结构简单,操作方便,可重复使用,适用于大尺寸陶瓷坯体的生产,粉体成型损失率低,模具具有弹性,可以拉伸或扩张脱模,脱模时能够避免毛坯损伤,有利于后续生产工序的良率。
技术特征:
1.一种高效生产大尺寸陶瓷坯体的冷等静压模具,其特征在于:包括:
2.根据权利要求1所述的一种高效生产大尺寸陶瓷坯体的冷等静压模具,其特征在于:所述定型套(1)为刚性支撑架。
3.根据权利要求1所述的一种高效生产大尺寸陶瓷坯体的冷等静压模具,其特征在于:所述定型套(1)由金属板材依据所压制坯体的形状焊接制成。
4.根据权利要求1所述的一种高效生产大尺寸陶瓷坯体的冷等静压模具,其特征在于:所述定型套(1)内壁经过打磨、抛光或电镀处理。
5.根据权利要求1所述的一种高效生产大尺寸陶瓷坯体的冷等静压模具,其特征在于:所述定型套(1)采用不锈钢材质。
6.根据权利要求1所述的一种高效生产大尺寸陶瓷坯体的冷等静压模具,其特征在于:所述软质外型套(2)、软质垫片(3)和软质上盖(4)均由高韧性、耐高压的有机材料采用整体工艺成型制成。
7.根据权利要求1所述的一种高效生产大尺寸陶瓷坯体的冷等静压模具,其特征在于:所述软质外型套(2)、软质垫片(3)和软质上盖(4)采用的材质为聚氨酯。
技术总结
本技术公开了一种高效生产大尺寸陶瓷坯体的冷等静压模具,属于冷等静压技术领域,包括:定型套、软质外型套、软质垫片、软质上盖,所述定型套为管状;所述软质外型套设置在定型套内,所述定型套与软质外型套外部滑动插套配合;所述软质垫片设置在软质外型套上方,软质垫片直径与软质外型套内径贴合;所述软质上盖设置在软质垫片上方,软质上盖直径与软质外型套内径贴合。本技术的模具结构简单,操作方便,可重复使用,适用于大尺寸陶瓷坯体的生产,粉体成型损失率低,有利于后续生产工序的良率。
技术研发人员:苏明宇,谢腾飞,伍贤辉,时磊,王海东,王耀,王伟,孙磊,刘柱
受保护的技术使用者:奕瑞新材料科技(太仓)有限公司
技术研发日:20240411
技术公布日:2025/3/27
- 还没有人留言评论。精彩留言会获得点赞!