一种电热容器的制作方法
1.本实用新型涉及容器技术领域,尤其涉及一种电热容器。
背景技术:
2.随着社会科技的不断发展,人们对健康生活越来越重视,目前市面上的保温杯大多是不锈钢内胆,但是不锈钢在长时间使用过程中,可能会有重金属析出,影响人体健康,于是出现了钛金属的保温杯。
3.由于钛金属价格昂贵,为了降低成本,一般采用钛金属内胆、不锈钢外壳的结构,但是因为钛和不锈钢的熔点不同,所以不容易焊接在一起。中国发明专利申请(cn111250620a)所公开的一种钛制复合内胆保温杯,包括内胆本体,内胆本体由第一内胆层和第二内胆层构成,由钛材料制成的第二内胆层与内胆本体内的水接触,由不锈钢材料制成的第一内胆层便于和不锈钢外壳焊接。
4.虽然上述专利的钛制复合内胆保温杯具有多种好处,但也存在不足之处,该保温杯的内胆采用双层的内胆结构,内胆本体由第一内胆层和第二内胆层复合而成,结构复杂,生产成本较高。
技术实现要素:
5.本实用新型针对现有技术的保温杯内胆和外壳连接不便、结构复杂、生产成本高的缺点,提供了一种方便连接、结构简单、生产成本低的电热容器。
6.为了解决上述技术问题,本实用新型通过下述技术方案得以解决:
7.一种电热容器,包括:内胆,内胆为上端开口的筒状结构,内胆由钛材料制成;外壳,外壳为两端开口的筒状结构,外壳套设在内胆外,外壳和内胆之间具有真空层;底部,底部为上端开口的筒状结构,底部与外壳的下端连接,底部和内胆之间具有空腔;以及加热盘,加热盘设置于空腔内,加热盘固定在内胆的底部;其中,内胆和外壳的上端通过第一连接件连接,第一连接件由钛材料制成,第一连接件的上端和内胆的上端连接,第一连接件的下端和外壳的上端通过第一连接材料形成冶金结合连接;内胆和外壳的下端通过第二连接件连接,第二连接件由钛材料制成,第二连接件的上端和内胆的下端连接,第二连接件的下端和外壳的下端通过第二连接材料形成冶金结合连接。
8.本实用新型电热容器通过第一连接件连接内胆和外壳的上端,通过第二连接件连接内胆和外壳的下端,结构简单,制造成本低,并且第一连接件和外壳的上端通过第一连接材料形成冶金结合连接,第二连接件和外壳的下端通过第二连接材料形成冶金结合连接,解决了内胆和外壳的材料不容易焊接的问题。
9.作为优选,第一连接件上端设有第二连接段,第二连接段和内胆的上端连接,第一连接件的下端设有向外翻边的第三连接段,外壳的上端设有向内翻边的第一连接段,第一连接材料设置在第三连接段和第一连接段之间。设置第二连接段和第三连接段可以方便形成冶金结合连接。
10.作为优选,第二连接段的端部还设置有焊接部,焊接部贴合于内胆的上端。通过焊接部可以方便将第二连接段焊接于内胆。
11.作为优选,第三连接段的端部设置有朝向第一连接段的翻边,和/或,第一连接段的端部设置有朝向第三连接段的翻边。在第一连接段或第三连接段的端部设置翻边,便于将连接材料固定在第一连接段和第三连接段之间。
12.作为优选,第一连接件和第三连接段一体成型或焊接连接,外壳和第一连接段一体成型或焊接连接。可以根据需要选择合适的连接方式,使加工更加方便。
13.作为优选,外壳包括位于外壳下端的连接片,连接片设置在外壳的内侧,连接片和所述外壳一体成型或焊接连接,外壳通过连接片和第二连接件连接。设置连接片更方便外壳和内胆连接,使结构更加简单。
14.作为优选,连接片上设置有抽气孔,抽气孔与真空层连通。设置抽气孔可以方便进行抽真空处理。
15.作为优选,在加热盘和内胆之间还设置有导热盘。这样可以方便将加热盘产生的热量传递到内胆,提高传热效率。
16.作为优选,所述外壳由不锈钢材料或铁材料或铝材料或铜材料制成。
17.作为优选,第一连接材料和第二连接材料为铝材料或铜材料或钛铝钢复合材料。
18.本实用新型由于采用了以上技术方案,具有显著的技术效果:电热容器通过第一连接件连接内胆的上端和外壳的上端,通过第二连接件连接内胆的下端和外壳的下端,其中,由不同材料制成的第一连接件和外壳之间通过第一连接材料形成冶金结合连接,由不同材料制成的第二连接件和外壳之间通过第二连接材料形成冶金结合连接,解决了内胆和外壳材料不易焊接的问题,并且本实用新型所述的电热容器结构简单,加工方便,生产成本低。
附图说明
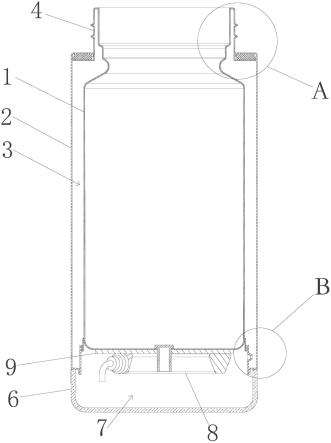
19.图1是本实用新型的电热容器剖视图。
20.图2是图1中a部的一种局部放大结构示意图a1。
21.图3是图1中a部的另一种局部放大结构示意图a2。
22.图4是图1中a部的另一种局部放大结构示意图a3。
23.图5是图1中a部的另一种局部放大结构示意图a4。
24.图6是图1中a部的另一种局部放大结构示意图a5。
25.图7是图1中a部的另一种局部放大结构示意图a6。
26.图8是图1中b部的一种局部放大结构示意图b1。
27.图9是图1中b部的另一种局部放大结构示意图b2。
28.附图中各数字标号所指代的部位名称如下:1—内胆、2—外壳、3—真空层、4—第一连接件、5—第二连接件、6—底部、7—空腔、8—加热盘、9—导热盘、10—第一连接材料、11—第二连接材料、21—第一连接段、22—台阶、23—连接片、231—抽气孔、24—连接部、41—第二连接段、411—焊接部、42—第三连接段。
具体实施方式
29.下面结合附图与实施例对本实用新型作进一步详细描述。
30.实施例1
31.一种电热容器,如图1至图9所示,包括内胆1,内胆1为上端开口的筒状结构,内胆1由钛材料经过拉伸或焊接等工艺制成;还包括外壳2,外壳2为两端开口的筒状结构,外壳2套设在内胆1外,外壳2和内胆1之间具有真空层3,真空层3可以阻断热力的传递,使电热容器具有优异的保温效果,外壳由不锈钢材料或铁材料或铝材料或铜材料制成;内胆1和外壳2的上端通过第一连接件4连接,第一连接件4由钛材料制成,第一连接件4的上端和内胆1的上端焊接连接或一体成型,第一连接件4的下端和外壳2的上端通过第一连接材料10形成冶金结合连接;内胆1和外壳2的下端通过第二连接件5连接,第二连接件5由钛材料制成,第二连接件5的上端和内胆1的下端焊接连接,第二连接件5的下端和外壳2的下端通过第二连接材料11形成冶金结合连接;还包括底部6,底部6为上端开口的筒状结构,底部6与外壳2的下端连接,底部6和内胆1之间具有空腔7,空腔7内设置有加热盘8,加热盘8固定在内胆1的底部。
32.由于内胆1、第一连接件4和第二连接件5都采用钛材料制成,因此他们之间方便采用一般的焊接方式进行连接,如激光焊接。而外壳2由不锈钢材料或铁材料或铝材料或铜材料制成,和第一连接件4及第二连接件5的材料不同,他们之间采用一般的焊接方式连接比较困难,而借助第一连接材料10或第二连接材料11采用冶金结合的方式进行连接比较方便。冶金结合是在一定的温度和压力下,金属的界面间原子相互扩散而形成的结合,冶金结合相对于一般的激光焊接,结合处更为致密,不会产生气孔、假焊等问题,密封效果更佳。
33.第一连接材料10和第二连接材料11可以为铝材料或铜材料,也可以如图7所示为钛铝钢复合材料,钛铝钢复合材料是指由钛、铝、钢三种金属板,按钛-铝-钢的顺序层叠,复合而成的材料。冶金结合时,将第一连接材料10放置在第一连接件4和外壳2的重叠处,或者将第二连接材料11放置在第二连接件5和外壳2的重叠处,固定后加热到200-550℃,然后将重叠处用压力机进行冲压,形成冶金结合连接。采用钛铝钢复合材料作为连接材料时,要注意将复合材料的钛层朝向第一连接件4或第二连接件5,将复合材料的钢层朝向外壳2,这样相同的材料接触,可以更好的形成冶金结合。
34.如图2所示,第一连接件4上端设有第二连接段41,第二连接段41和内胆1的上端焊接连接,这样在电热容器的口部也形成真空层,保温效果更好,第一连接件4的下端设有向外翻边的第三连接段42,所述外壳2的上端设有向内翻边的第一连接段21,第一连接段21和第三连接段42至少部分重叠,这样可以方便形成冶金结合连接,所述第一连接材料10设置在第三连接段42和所述第一连接段21之间。需要注意的是,本实用新型并不限制第一连接段21在第三连接段42的上方,也可以第三连接段42在第一连接段21的上方。
35.如图7所示,还可以在第二连接段41的端部设置焊接部411,焊接部411贴合于内胆1的上端,这样设置可以方便焊接。
36.如图1和图8所示,外壳2包括位于外壳下端的连接片23,连接片23设置在外壳2的内侧,外壳2的下端具有向内翻折形成的连接部24,连接片23的下端通过连接部24和外壳2焊接于一体,当然连接片23也可以和外壳2为一体成型的结构,外壳2通过连接片23和第二连接件5连接,第二连接件5由钛材料制成,第二连接件5的上端焊接于内胆1下端的外壁上,
第二连接件5的下端和连接片23的上端通过第二连接材料11形成冶金结合连接。
37.连接片上23还设置有抽气孔231,抽气孔231和真空层连通,设置抽气孔231可以方便生产时将内胆1和外壳2之间的空气抽出,从而形成真空层3。
38.通过在内胆1的底部设置加热盘8,可以对容器内的溶液进行加热,为了使加热盘8产生的热量更好的传递到内胆1内,可以在加热盘8和内胆1之间设置导热盘9,导热盘9可以选择导热率高的金属材料制成,如铝材料。
39.可选地,如图3所示,在第三连接段42的端部设置有朝向第一连接段21的翻边,在第一连接段21的端部设置有朝向第三连接段42的翻边,这样可以很方便的将第一连接材料10固定在第一连接段21和第三连接段42之间,不需要再单独设计定位结构或定位夹具。
40.可选地,如图4所示,只在第三连接段42的端部设置有朝向第一连接段21的翻边。当然,也可以只在第一连接段21的端部设置朝向第三连接段42的翻边。
41.可选地,如图5、图6所示,在外壳2上还设置有台阶22,这时第一连接件4和外壳2从横向连接变为竖向连接,可以通过滚压的方式形成冶金结合连接,即在加热后通过滚压,使结合处达到冶金结合的状态,这种连接方式可以使结合处的体积更小。
42.可选地,如图7所示,第三连接段42和第一连接件4焊接连接,第一连接段21和外壳2焊接连接,这样可以先将第一连接段21和第三连接段42形成冶金结合连接,再焊接到外壳2和第一连接件4上,加工更加方便。
43.总之,以上所述仅为本实用新型的较佳实施例,凡依本实用新型申请专利范围所作的均等变化与修饰,皆应属本实用新型专利的涵盖范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1