一种气压式可调定力压粉器的制作方法
1.本申请涉及咖啡压粉领域,尤其涉及气压式可调定力压力及压深自动补偿。
背景技术:
2.现有恒力型或定力型的压粉器多为机械弹簧定力型压粉器主要存在以下缺点,压粉力度由弹簧刚度与弹簧压缩量确定,一般为压粉力度固定不能调节,有少部分通过使用通过工具(如扳手等)或打开压粉器上盖调节且调节压力范围有限,调节便利性及使用体验较差;咖啡压实过程中咖啡粉量的不同,压实深度有较大变化,一般压粉器没有压深补偿功能,压粉深度的变化会导致压粉力度有较大变化,不能保证恒定压力,少数带压粉深度调节功能的是在压实操作前手动预调压粉深度,调节便利性与精度不高;具有弹簧冲击恒力压粉器,其原理类似中心冲定位器,压力为冲击压力,压粉稳定性有限,压力不持续,压力调节不便,现有的技术一般均有以上一种或多种问题。针对这一问题,现在设计一种气压式可调定力压粉器,采用气压弹簧压力传导方式,可快速调节压粉力度,具有压粉深度自动补偿,防压偏平衡压粉功能。
技术实现要素:
3.本申请提供了一种气压式可调定力压粉器,采用气压弹簧压力传导方式,可快速调节压粉力度,具有压粉深度自动补偿,防压偏平衡压粉功能。
4.本申请提供了一种气压式可调定力压粉器,包括:压粉器,压粉器设置有调节盖,调节盖下方设置有调节板,调节板设置有o型圈ⅲ,调节盖下方设置堵头,堵头设置有o型圈ⅰ,堵头连接有顶塞,堵头连接有第一弹簧,调节盖下端连接有限位导向套,限位导向套套接有第二弹簧,第二弹簧连接有活塞,活塞链接第三弹簧,第三弹簧连接有底座,活塞设置有活塞板,活塞板设置有o型圈ⅱ,活塞板通过o型圈ⅱ连接有压盖,底座下方有压锤体,压锤体下方设置有粉碗。
5.进一步的,压粉器设置有腔体1和腔体2。
6.综上所述,本申请产生了以下有益效果:
7.1、以空气弹簧为工作介质替代机械弹簧的压力传递方式,原理创意新颖;
8.2、可快速便捷地调节压粉力度大小(一般为5-30kgf,可根据实际需要设计),调节时只需旋转调节盖一周内即可调至到刻度所示压力,操作体验极佳;
9.3、压粉操作时压粉深度可自动补偿(本设计补偿深度为0-16mm,可根据需要设计变化),深度补偿是随压粉操作自动一次完成无需手动调节;
10.4、气压弹簧式传递压粉力度稳定平缓,偏差小且重复精度高,压力恒定持续时间相对较长;
11.5、压粉深度有刻度标示,操作者可先预压粉(力度较小)观察压粉补偿深度后,判断粉量多少,并可根据粉量调节所需压力后进行压实操作,更易达到理想效果;
12.6、具有可靠的平衡压粉功能(防压偏功能),采用气压弹簧压力传导方式,在下压
操作过程中传递到固定座上的压力均匀平稳,力度适合,使其具有稳定可靠的防压偏平衡压粉功能。
附图说明
13.为了更清楚地说明本申请的技术方案,下面将对实施案例中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
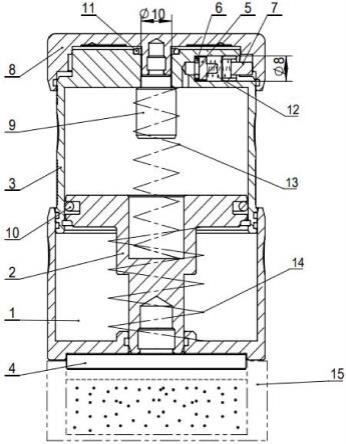
14.图1a和1b为本申请结构示意图。
15.图2为本申请主视图。
16.图3为本申请立体结构图。
17.图示说明:
18.其中,图1a所示:1-底座,2-活塞,3-压盖,4-压锤体,5-堵头,6-o型圈ⅰ,7-顶塞,8-调节盖,9-限位导向套,10-o型圈ⅱ,11-o型圈ⅲ,12-第一弹簧,13-第二弹簧,14-第三弹簧,15-粉碗;
19.图1b所示:由活塞2,压盖3,限位导向套9,第二弹簧13形成腔体1,由底座1,活塞2,压盖3,第三弹簧14形成腔体2。
具体实施方式
20.为了使本技术领域的人员更好地理解本申请中的技术方案,下面将结合附图,对本申请实施例中的技术方案进行清楚、完整地描述。
21.本领域技术人员在考虑说明书及实践这里公开的申请后,将容易想到本申请的其它实施方案。本申请旨在涵盖本申请的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本申请的一般性原理并包括本申请未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本申请的真正范围由权利要求指出。
22.由以上技术方案可知的参见图1a,图1b,图2,图3。
23.实施例1:
24.由堵头5、o型圈ⅰ6、顶塞7、第一弹簧12、调节盖8、压盖3上的φ8腔体构成可调气压安全阀,旋转调节盖8使调节盖8上的内凸轮结构面顶压顶塞7改变压缩第一弹簧12的压缩量使作用在阀芯上的压紧力改变,从而调节安全阀的开启压力。
25.压粉操作步骤:
26.步骤1:将压粉器底座1置于对应咖啡粉碗15之上,底座1与粉碗15上沿对齐,压锤体4对正咖啡粉;
27.步骤:2:调节所需压力置刻度值(此步骤可在压粉操作之前完成);
28.步骤3:在调节盖8上施压,通过腔体1内的空气及第二弹簧13将压力传递到活塞2,使活塞2及与之螺纹链接的压锤体4向下移动,根据咖啡粉在粉碗15中的深浅程度(粉量的多少),活塞2及压锤体4下移的深度自动适应,推动咖啡粉压实,同时腔体2第三弹簧14一同压缩,腔体2与外部通过阻尼联通,这样腔体2及第三弹簧14压力传递置底座1,使底座1与咖啡粉碗边沿压紧且压力稳定力度适合,使得活塞2及压锤体4下移过程保持垂直下压,防止压偏,实现平衡压粉作用;
29.步骤4:当咖啡粉压实达到预设压力,活塞2及压锤体4停止下移,此时腔体1内的气压达到预设压紧力的安全阀排气压强,安全阀开始排气,腔体1容积减小,压盖3连同调节盖8向下移动,直至压盖3下沿与底座1底部上端面接触后停止下移,此过程传导在活塞2上的压力不再增加,保持恒定,施加在调节盖8上的压力直接传导到底座1上,不再传导到活塞2上防止压粉力过压,这个过程中活塞2和压锤体4保持位置不变,且压粉力理论上保持恒定;
30.步骤5:此时压粉完成,停止施压,在压缩弹簧第二弹簧13、第三弹簧14的作用下,压盖3,活塞2及压锤体4弹起,回复到初始位置,由于腔体1及腔体2进气阻尼作用回弹过程具有缓冲功能;
31.步骤6:无压力作用时压盖3与调节盖8有弹性销钉顶起一间隙,气体可通过调节盖8与压盖φ10中间开孔的间隙流进腔体1,达到气压与外部气压相等(既补充空气);压实操作时,下压力作用在调节盖8上,调节盖8与压盖3间隙消除,o型圈ⅲ11压紧,腔体1与外部大气阻断,腔体1封闭,腔体1内气体只在腔体1压力达到安全阀排气压力时从安全阀排出。
32.应当理解的是,本申请并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。以上所述的本申请实施方式并不构成对本申请保护范围的限定。
技术特征:
1.一种气压式可调定力压粉器,其特征在于,包括:压粉器,所述压粉器设置有调节盖(8),所述调节盖(8)下方设置有调节板,所述调节板设置有o型圈ⅲ(11),所述调节盖(8)下方设置堵头(5),所述堵头(5)设置有o型圈ⅰ(6),所述堵头(5)连接有顶塞(7),所述堵头(5)连接有第一弹簧(12),所述调节盖(8)下端连接有限位导向套(9),所述限位导向套(9)套接有第二弹簧(13),所述第二弹簧(13)连接有活塞(2),所述活塞(2)链接第三弹簧(14),所述第三弹簧(14)连接有底座(1),所述活塞(2)设置有活塞板,所述活塞板设置有o型圈ⅱ(10),所述活塞板通过o型圈ⅱ(10)连接有压盖(3),所述底座下方有压锤体,所述压锤体下方设置有粉碗。2.根据权利要求1所述的一种气压式可调定力压粉器,其特征还在于,所述压粉器设置有腔体1和腔体2。
技术总结
本申请公开了一种气压式可调定力压粉器,包括:压粉器,压粉器设置有调节盖,调节盖下方设置有调节板,调节板设置有O型圈Ⅲ,调节盖下方设置堵头,堵头设置有O型圈Ⅰ,堵头连接有顶塞,堵头连接有第一弹簧,调节盖下端连接有限位导向套,限位导向套套接有第二弹簧,第二弹簧连接有活塞,活塞连接有第三弹簧,活塞两边设置有活塞板,所述活塞板设置有O型圈Ⅱ,活塞板通过O型圈Ⅱ连接有压盖,第三弹簧连接有底座,底座下方有压锤体,压锤体下方设置有粉碗。采用气压弹簧压力传导方式,在压粉操作中,可快速调节压粉力度,具有压粉深度自动补偿,防压偏平衡压粉功能。压偏平衡压粉功能。压偏平衡压粉功能。
技术研发人员:李晨雨
受保护的技术使用者:李晨雨
技术研发日:2022.02.16
技术公布日:2022/7/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1