袋装弹簧粘接设备的制作方法
本申请涉及床垫自动化生产领域,尤其涉及到一种袋装弹簧粘接设备。
背景技术:
1、独立袋装弹簧床垫垫芯或沙发垫芯的制作过程中,通常先把连续的袋装弹簧串分隔成一定长度的弹簧条,再将弹簧条排列粘接而成。对于分区床垫,需在不同区域布置不同规格的弹簧,这就要求在供料过程中先将不同规格的连续弹簧串通过切割和重新组合成为新的预定长度的弹簧条,再进行粘接。
2、传统的自动床网组合设备,能够根据设定好的弹簧条长度进行切割或焊接组合,但是当弹簧串最末一段长度小于设定弹簧条长度时,系统会将这一段弹簧串当做废料处理,这种处理方式会在生产过程中造成一定程度的资源浪费。
3、在所述背景技术部分,公开的上述信息仅用于加强对本申请的背景的理解,因此它可以包括不构成对本领域普通技术人员已知的现有技术信息。
技术实现思路
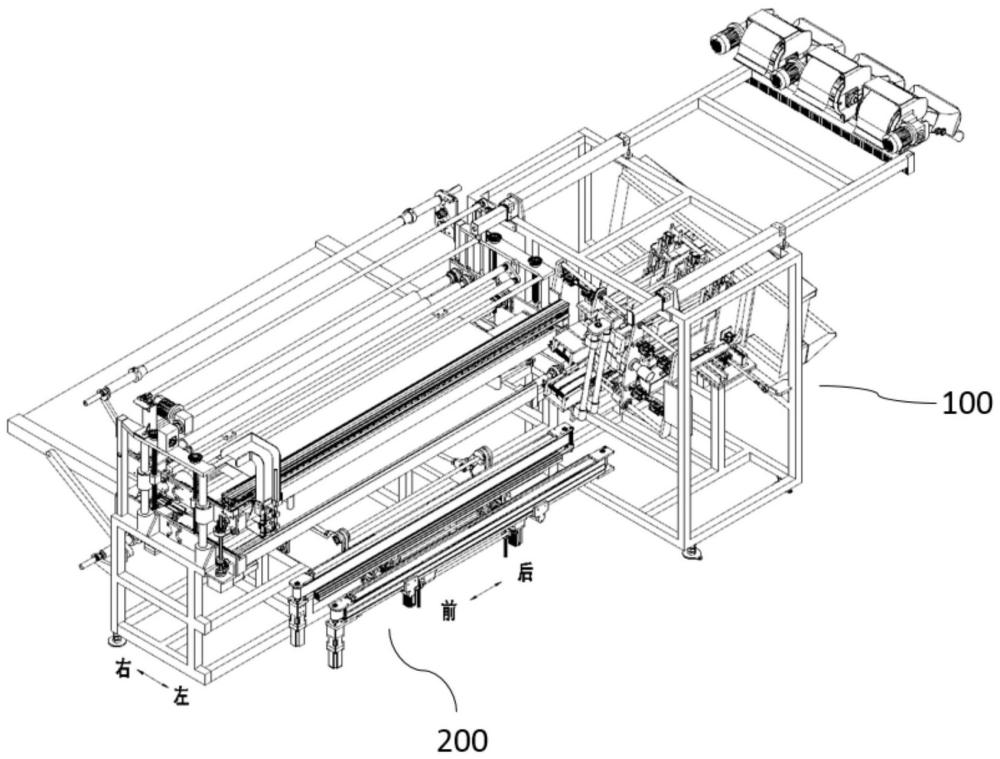
1、本申请的至少一实施例提供了一种袋装弹簧粘接设备,所述袋装弹簧粘接设备包括供料部和推送部。
2、所述供料部整体相对于水平面倾斜预定角度,所述供料部包括:夹持组件,用于夹持输送弹簧串胚料;焊切组件,设置于所述夹持组件的末端,所述焊切组件将所述夹持组件输送过来的所述弹簧串胚料剪切成预定长度的弹簧串;第一输送组件,设置于所述焊切组件的后端,所述第一输送组件用于夹持输送所述预定长度的弹簧串;
3、卷号:220963ci
4、所述推送部包括:第二输送组件,能够抵接至所述第一输送组件,以继续输送所述预定长度的弹簧串;推板组件,可相对活动地设置于所述第二输送组件,且活动方向垂直于所述第二输送组件的输送方向,所述推板组件能够往复运动,将所述第二输送组件上的所述预定长度的弹簧串依次推送到预定的粘接位置;翻转组件,与所述第二输送组件相连接,通过转动所述翻转组件能够带动所述第二输送组件和所述推板组件翻转,翻转不同角度能够形成第一工位、第二工位和第三工位。
5、根据本申请的一些实施例,所述第一工位为水平工位,当位于所述水平工位时,所述推板组件的推送方向为水平向上,所述第二输送组件中可手动放入预定长度的弹簧串。
6、根据本申请的一些实施例,所述第二工位为倾斜工位,当位于所述倾斜工位时,所述第二输送组件整体相对于水平面倾斜所述预定角度,所述第二输送组件能够抵接至所述第一输送组件,使得所述第二输送组件和所述第一输送组件的输送路径一致。
7、根据本申请的一些实施例,所述第三工位为垂直工位,当位于所述垂直工位时,所述推板组件沿水平方向将所述预定长度的弹簧串依次推送至预定的粘接位置形成床网。
8、根据本申请的一些实施例,所述第一输送组件包括:第一上输送带;第一下输送带,平行于所述第一上输送带设置,所述预定长度的弹簧串夹持输送于所述第一上输送带和所述第一下输送带之间,所述第一上输送带和所述第一下输送带可相互靠近或远离。
9、根据本申请的一些实施例,所述第二输送组件包括:第二上输送带;第二下输送带,平行于所述第二上输送带设置,所述预定长度的弹簧串夹持输送于所述第二上输送带和所述第二下输送带之间,所述第二上输送带和所述第二下输送带可相互靠近或远离,所述推板组件活动地设置于所述第二上输送带和所述第二下输送带之间。
10、根据本申请的一些实施例,所述推板组件由齿轮齿条传递动力,使齿条带动与其连接的推板,将所述预定长度的弹簧串推送至预定的粘接位置形成床网;所述推板组件与所述第二上输送带的固定部分和/或所述第二下输送带的固定部分连接。
11、卷号:220963ci
12、根据本申请的一些实施例,所述翻转组件与所述第二输送组件铰接,由一对啮合的齿轮将动力传递给连杆,再由所述连杆带动第二输送组件摆动。
13、根据本申请的一些实施例,所述袋装弹簧粘接设备还包括:喷胶部,能够输出热熔胶,当所述翻转组件位于第二工位时,所述喷胶部移动至所述床网的侧面,并将热熔胶喷洒到待粘接面上;整理部,设置于所述供料部的上方,所述整理部用于理顺所述供料部内的弹簧串,避免弹簧串在所述供料部内缠绕;输送平台,包括第三输送组件和第四输送组件,所述第三输送组件和所述第四输送组件相对设置,被粘接好的所述床网被所述第三输送组件和所述第四输送组件夹持运输。
14、根据本申请的一些实施例,所述袋装弹簧粘接设备还包括:布料张紧机构,包括穿布轴和导向辊组,设置于所述输送平台的上方和/或下方,所述穿布轴和所述导向辊组用于在粘接好的所述床网的上、下表面粘接布料;所述穿布轴的一端通过一对啮合的齿轮与磁粉刹车器相连接。
15、本申请的袋装弹簧粘接设备,能够根据设定好的弹簧条长度进行切割或焊接组合。当弹簧串最末一段长度小于设定弹簧条长度时,或者有一些零散弹簧串拼接、填补后的弹簧条,可以切换至手动模式进行送料,再由设备进行粘接组合成床网,从而降低了生产制造过程中的成本,避免资源浪费。
16、应当理解的是,以上的一般描述和后文的细节描述仅是示例性的,并不能限制本申请。
技术特征:
1.一种袋装弹簧粘接设备,其特征在于,包括供料部和推送部,
2.根据权利要求1所述的袋装弹簧粘接设备,其特征在于,所述第一工位为水平工位,当位于所述水平工位时,所述推板组件的推送方向为水平向上,所述第二输送组件中可手动放入预定长度的弹簧串。
3.根据权利要求1所述的袋装弹簧粘接设备,其特征在于,所述第二工位为倾斜工位,当位于所述倾斜工位时,所述第二输送组件整体相对于水平面倾斜所述预定角度,所述第二输送组件能够抵接至所述第一输送组件,使得所述第二输送组件和所述第一输送组件的输送路径一致。
4.根据权利要求1所述的袋装弹簧粘接设备,其特征在于,所述第三工位为垂直工位,当位于所述垂直工位时,所述推板组件沿水平方向将所述预定长度的弹簧串依次推送至预定的粘接位置形成床网。
5.根据权利要求1所述的袋装弹簧粘接设备,其特征在于,所述第一输送组件包括:
6.根据权利要求1所述的袋装弹簧粘接设备,其特征在于,所述第二输送组件包括:
7.根据权利要求6所述的袋装弹簧粘接设备,其特征在于,
8.根据权利要求1所述的袋装弹簧粘接设备,其特征在于,
9.根据权利要求1所述的袋装弹簧粘接设备,其特征在于,还包括:
10.根据权利要求9所述的袋装弹簧粘接设备,其特征在于,还包括:
技术总结
本申请提供一种袋装弹簧粘接设备。包括供料部和推送部,供料部包括夹持组件、焊切组件和第一输送组件,供料部用于制备并夹持输送预定长度的弹簧串;推送部包括第二输送组件、推板组件和翻转组件,第二输送组件能够与第一输送组件抵接,以继续输送预定长度的弹簧串;推板组件能够往复运动,将弹簧串依次推送到预定的粘接位置;通过转动翻转组件能够带动第二输送组件和推板组件翻转,翻转不同角度能够形成第一工位、第二工位和第三工位。本申请的袋装弹簧粘接设备,当弹簧串最末一段长度小于设定弹簧条长度时,或者有一些零散弹簧串拼接、填补后的弹簧条,可以切换至手动模式进行送料,再组合成床网,从而降低了生产成本,避免资源浪费。
技术研发人员:梁玉旺,谭治良,谭治铭
受保护的技术使用者:广州市联柔机械设备有限公司
技术研发日:
技术公布日:2024/9/2
- 还没有人留言评论。精彩留言会获得点赞!