一体式门板及其制备方法与流程
本发明涉及门板,具体为一体式门板及其制备方法。
背景技术:
1、当前的门板,基本上都是拼装式的,在制备后通常需要对其进行额外的切割,以切出能够安装玻璃的通孔,这就导致需要增加额外的切割工序,不仅提高了成本的投入,还会影响对门板的加工效率。虽然当前的门板也有一体成型的,但是其门板强度较低,在发生碰撞时,容易发生损坏的现象。因此,发明一体式门板及其制备方法。
技术实现思路
1、鉴于上述和/或现有一体式门板及其制备方法中存在的问题,提出了本发明。
2、因此,本发明的目的是提供一体式门板及其制备方法,能够解决上述提出现有的问题。
3、为解决上述技术问题,根据本发明的一个方面,本发明提供了如下技术方案:
4、一体式门板,其包括:
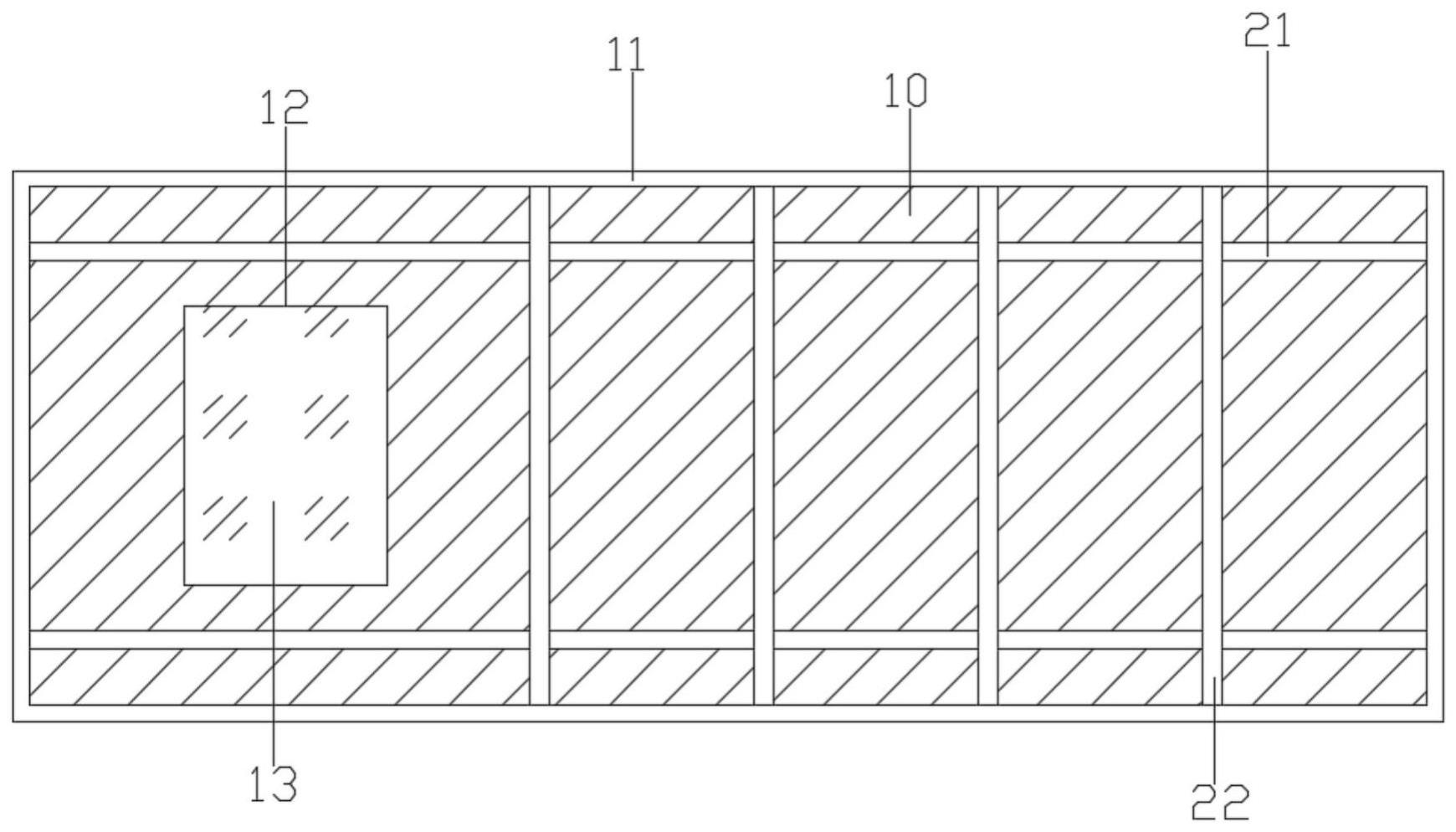
5、门板本体,所述门板本体是一体成型的;
6、用于提高门板本体强度的加强组件,且加强组件设在门板本体中。
7、作为本发明所述的一体式门板的一种优选方案,其中:所述门板本体的内壁一体化设有通孔,且通孔的内壁固定安装玻璃。
8、作为本发明所述的一体式门板的一种优选方案,其中:所述门板本体的侧壁设有封边条,所述门板本体的材料设置为pe塑料。
9、作为本发明所述的一体式门板的一种优选方案,其中:所述加强组件包括:
10、加强板,所述门板本体的两端内壁均设有加强板;
11、加强筋,两组所述加强板之间固定安装若干加强筋;
12、支撑杆,每组所述加强板的一侧均固定安装支撑杆。
13、作为本发明所述的一体式门板的一种优选方案,其中:所述加强板、所述加强筋和所述支撑杆的材料均设为钢。
14、一体式门板的制备方法,包括具体步骤如下:
15、步骤一:根据所要制作的门板本体厚度选取对应高度的支撑杆、模具和下压板,以确保能够使加强组件置于门板本体中,此时,将加强组件置于模具中,并使加强板的两侧与模具的左右两侧相接触,加强筋的两侧与模具的前后两侧相接触,支撑杆与模具的底端相接触,进而能够对加强组件的位置进行限定;
16、步骤二:根据所要制作的门板本体尺寸选取对应的粉末pe塑料量,并将其注入到模具中,此时,粉末pe塑料的上表面与通孔形成块的上表面相平齐,然后,通过气缸使下压板进行下降,直至下压板插入到模具中,并与通孔形成块相接触;
17、步骤三:使空气依次经过输气管、空心管、流动槽和喷头喷向成型组件,当空气经过空心管时,则会在u型加热管的作用下对其进行加热,以实现能够对成型组件进行加热;
18、步骤四:当热气喷向成型组件时,通过伺服电机使转轴带动成型组件进行旋转,以使成型组件均匀受热;
19、步骤五:当对成型组件加热完毕后,将成型后的粉末pe塑料取出,即可得到成品门板。
20、作为本发明所述的一体式门板的制备方法的一种优选方案,其中:还包括一种制备装置,所述制备装置包括:
21、密封箱;
22、支架,所述支架安装在密封箱中;
23、成型组件,所述成型组件通过旋转组件安装在支架上;
24、加热组件,所述加热组件设在支架上。
25、作为本发明所述的一体式门板的制备方法的一种优选方案,其中:所述支架包括:
26、底板,所述底板固定安装在密封箱的底端内壁上;
27、侧板,所述底板的顶部两端均固定安装侧板;
28、顶板,所述顶板的底部两端均固定安装侧板。
29、作为本发明所述的一体式门板的制备方法的一种优选方案,其中:所述旋转组件包括:
30、转轴,每组所述侧板的内壁均通过轴承转动连接转轴;
31、箱体,所述箱体固定安装在一组侧板上;
32、伺服电机,所述伺服电机固定安装在箱体的内壁上,且伺服电机的输出轴与转轴固定连接;
33、所述成型组件包括:
34、u形杆,两组所述转轴的相对端均固定安装u形杆;
35、支撑块,两组所述u形杆之间的顶端固定安装支撑块;
36、盒体,所述盒体固定安装在支撑块的内壁上;
37、气缸,所述气缸固定安装在盒体的内壁上;
38、下压板,所述气缸中的活塞杆通过螺丝固定安装下压板;
39、模具,两组所述u形杆之间的底端通过螺丝固定安装模具,所述模具的正上方设有下压板,且模具的形状尺寸与下压板的形状尺寸相匹配,所述模具与所述下压板的连接处设有密封圈;
40、通孔形成块,所述通孔形成块固定安装在模具的内壁上。
41、作为本发明所述的一体式门板的制备方法的一种优选方案,其中:所述加热组件包括:
42、流动槽,所述底板和所述顶板的内壁均开设流动槽;
43、喷头,所述底板和所述顶板的相对端均固定安装若干喷头;
44、空心管,所述底板和所述顶板的一端内壁均固定安装空心管;
45、安装架,所述安装架固定安装在空心管的内壁上;
46、u型加热管,所述u型加热管固定安装在安装架上;
47、输气管,所述空心管的一端内壁固定安装输气管。
48、与现有技术相比:
49、1.通过一体化形成门板本体、通孔和加强组件,不仅会大大提高门板的生产效率,还会降低成本的投入;
50、2.通过设置加强组件,具有能够实现提高门板本体强度的作用,通过提高门板本体强度,进而能够实现在门板本体发生碰撞时,其门板本体不易发生损坏,进而会提高门板本体的使用寿命。
技术特征:
1.一体式门板,其特征在于,包括:
2.根据权利要求1所述的一体式门板,其特征在于,所述门板本体(10)的内壁一体化设有通孔(12),且通孔(12)的内壁固定安装玻璃(13)。
3.根据权利要求1所述的一体式门板,其特征在于,所述门板本体(10)的侧壁设有封边条(11),所述门板本体(10)的材料设置为pe塑料。
4.根据权利要求1所述的一体式门板,其特征在于,所述加强组件(20)包括:
5.根据权利要求4所述的一体式门板,其特征在于,所述加强板(21)、所述加强筋(22)和所述支撑杆(23)的材料均设为钢。
6.一体式门板的制备方法,其特征在于,包括具体步骤如下:
7.根据权利要求6所述的一体式门板的制备方法,其特征在于,还包括一种制备装置,所述制备装置包括:
8.根据权利要求7所述的一体式门板的制备方法,其特征在于,所述支架(40)包括:
9.根据权利要求8所述的一体式门板的制备方法,其特征在于,所述旋转组件(50)包括:
10.根据权利要求8所述的一体式门板的制备方法,其特征在于,所述加热组件(70)包括:
技术总结
本发明公开的属于门板技术领域,具体为一体式门板及其制备方法,包括:门板本体,所述门板本体是一体成型的,用于提高门板本体强度的加强组件,且加强组件设在门板本体中,所述门板本体的内壁一体化设有通孔,且通孔的内壁固定安装玻璃,所述门板本体的侧壁设有封边条,所述门板本体的材料设置为PE塑料,所述加强组件包括:加强板,所述门板本体的两端内壁均设有加强板,两组所述加强板之间固定安装若干加强筋,本发明通过设置加强组件,具有能够实现提高门板本体强度的作用,通过提高门板本体强度,进而能够实现在门板本体发生碰撞时,其门板本体不易发生损坏,进而会提高门板本体的使用寿命。
技术研发人员:谭丽平
受保护的技术使用者:迈德瑞门业(广州)有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!