一种多层玻璃组合加工工艺的制作方法
本发明属于玻璃加工,具体公开了一种多层玻璃组合加工工艺。
背景技术:
1、夹层玻璃是由两层及以上的玻璃用pvb胶合而成,在受到外力冲击造成玻璃破裂时,玻璃的碎片仍能黏结在pvb的薄膜上,因此,这种复合玻璃具有良好的安全性能。此外,这种玻璃还具有隔音、隔紫外线的特性,因而在现代建筑的外围护结构及建筑内装,包括民用建筑、家用卫浴都适合应用;
2、中国专利公开号为cn1154784c,本发明的目的在于提供一种多层玻璃组合件,它包括产生热收缩的柔性塑料薄片,该组合件由作为边缘密封胶的硅酮密封胶制成。本发明的另一目的在于提供一种上述组合件的制造方法;本发明还提供了一种多层隔热玻璃组合件的制造方法,其步骤包括:(a)形成下述的密封整体组合件,该组合件的形成包括以下步骤:即在相互保持平行的,并且间隔开的玻璃板(12和14)之间支承至少一个可热收缩的柔性塑料薄片(15),每个塑料薄片与玻璃板的相对表面基本保持平行,但是与该表面间隔开,上述每个塑料薄片的边缘与玻璃板的边缘固定;(b)在玻璃板的相邻边缘敷设可硬化的硅酮边缘密封胶(13),将每个可收缩的柔性塑料薄片中的至少两个相对边缘埋入上述可硬化的硅酮边缘密封胶中;
3、夹层玻璃之间设置隔离件实现夹层距离的保持,还可通过隔离件实现夹层玻璃边缘的支撑,目前采用橡胶制品制作的隔离件较多,有些呈直条形,有些呈u字形,呈u字形的橡胶隔离条由于内端面为直面,在实际应用中夹层玻璃和外框贴合较差,在组装工艺时存在外滑现象影响加工。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的缺点,而提出的一种多层玻璃组合加工工艺。
2、为达到以上目的,本发明提供了一种多层玻璃组合加工工艺,包括以下步骤:
3、s1:缓冲式隔离件和隔离支撑件组装,隔离支撑件限位安装进缓冲式隔离件上,隔离支撑件和缓冲式隔离件连接处通过粘合剂黏合连接;
4、s2:将组装好的缓冲式隔离件和隔离支撑件固定在相邻两个玻璃的隔离腔的腔口处;
5、s3:外框固定在缓冲式隔离件和玻璃层上,外框和缓冲式隔离件及玻璃层通过粘合剂黏合连接;
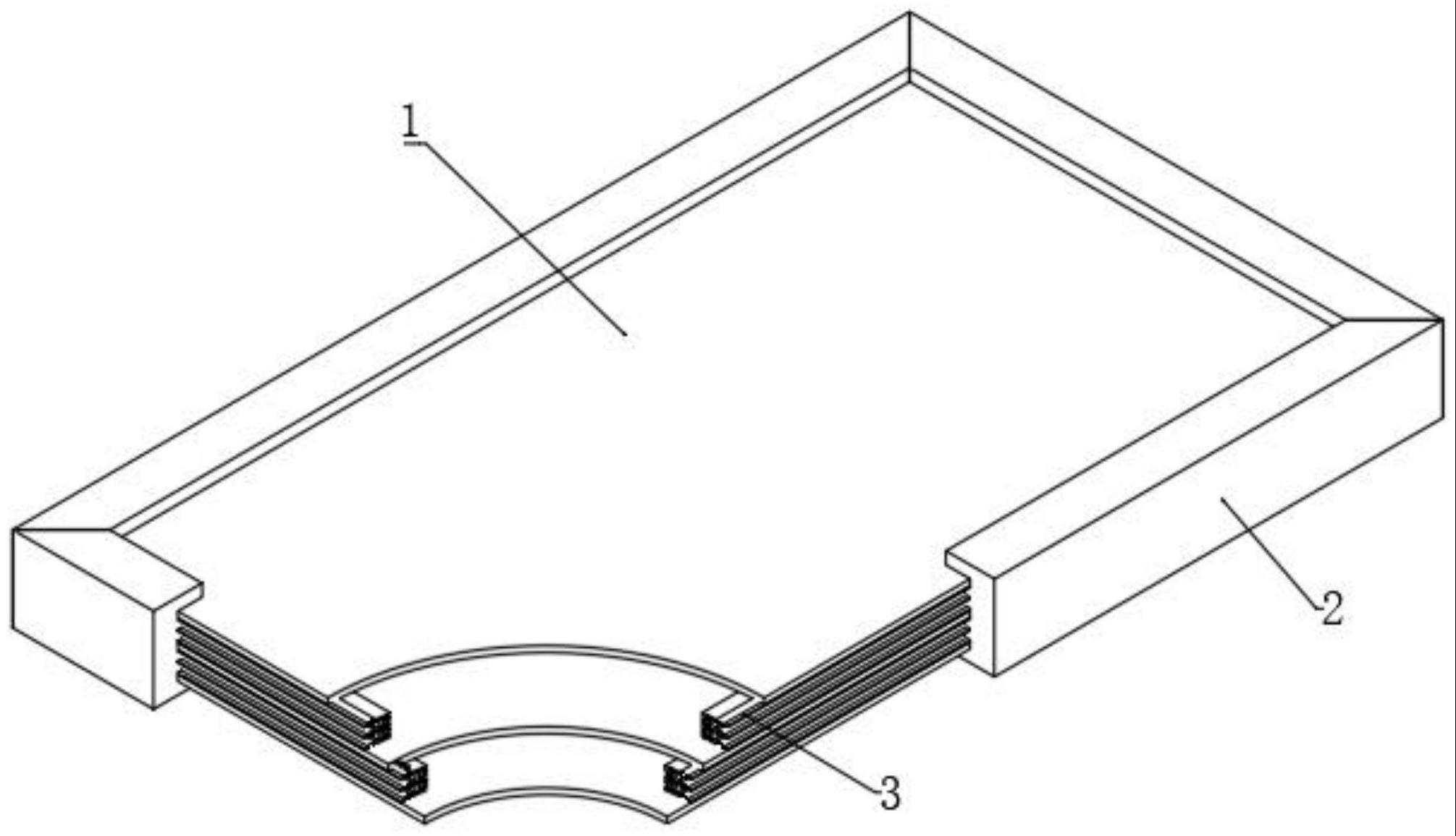
6、步骤s1-s3所述的一种多层玻璃组合加工工艺具体采用各个机构配合完成,包括玻璃层、隔离腔和外框,外框框住玻璃层,隔离腔为相邻两个玻璃之间的夹腔,隔离腔的腔口处设有缓冲式隔离件和隔离支撑件;
7、所述缓冲式隔离件包括缓冲隔离架和缓冲套,缓冲隔离架的三个外端头均设有缓冲套,每个缓冲套的外端设有外延条,缓冲套的套孔内设有弧形条,缓冲套的套孔内注入有第一缓冲球;
8、所述隔离支撑件包括外罩和支撑条,缓冲隔离架的架内形成第一空腔和第二空腔,第一空腔和第二空腔的腔壁上设有外罩,外罩的罩内插入有支撑条,支撑条和外罩之间夹腔处设有内罩,内罩和外罩之间夹腔填充有第二缓冲球;
9、所述外框的内壁设有嵌入条,该嵌入条插入缓冲隔离架开设的第一空腔和第二空腔内,缓冲套受嵌入条挤压变形使外框和玻璃层之间紧贴。
10、在上述技术方案中,其中,所述缓冲式隔离件还包括通孔,缓冲套与外延条和缓冲隔离架的连接处开设有通孔,缓冲套受压时压缩通孔。
11、在上述技术方案中,其中,所述隔离支撑件还包括第一软罩和第二软罩,两个相邻的外罩之间设有第一软罩和第二软罩,第一软罩和第二软罩为收缩软罩,外罩、第一软罩和第二软罩热熔连接,外罩、第一软罩和第二软罩的内腔连通。
12、在上述技术方案中,其中,所述隔离支撑件还包括固定块,外罩的外端面设有固定块,两个固定块之间形成缺口,该缺口正对第一软罩和第二软罩。
13、在上述技术方案中,其中,所述缓冲隔离架的横截面呈“山”字形设计,第一空腔和第二空腔的上下腔壁开设有两条对应的限位孔,该限位孔的横截面呈半圆形设计,隔离支撑件上涂覆胶体溢出进入限位孔内。
14、在上述技术方案中,其中,所述固定块的上下端设有两条平行的限位条,该限位条的横截面呈半圆形设计,限位条与固定块一体设计,限位条与限位孔适配设计。
15、在上述技术方案中,其中,所述缓冲套的横截面呈口型设计,缓冲套、缓冲隔离架和外延条一体设计,缓冲套、缓冲隔离架和外延条由丁晴橡胶材料制成,弧形条的横截面呈“丿”字形设计,弧形条由硅胶材料制成,弧形条热熔固定在缓冲套的内壁上,外罩、内罩、第一软罩和第二软罩均由丁晴橡胶材料制成,固定块和限位条由硅胶材料制成,固定块热熔固定在外罩上。
16、在上述技术方案中,其中,四条所述弧形条分为上条部和下条部,上条部的两个弧形条对称设计使其横截面呈“人”字形设计,下条部和上条部一致,上条部和下条部呈堆成设计。
17、在上述技术方案中,其中,所述第一缓冲球和第二缓冲球的直径一致,第一缓冲球和第二缓冲球均由丁晴橡胶材料制成。
18、与现有技术相比,本发明具有以下有益效果:
19、1、在夹层玻璃的夹层处设置缓冲式隔离件和隔离支撑件,缓冲式隔离件和隔离支撑件相互适配实现夹层玻璃之间高度的保持和缓冲保护;
20、2、缓冲式隔离件设置的缓冲套及其内部的缓冲球及弧形条,缓冲套置于夹层玻璃和外框的嵌入条之间,缓冲套的上下端呈弧形设计在受压时也迫使外框和玻璃层之间的稳定连接,缓冲套内设的缓冲球和弧形条可增强该迫使力度,有效防止外框在安装出现外滑现象;
21、3、隔离支撑件的外罩、内罩和支撑条置于缓冲隔离架的空腔内,能够增强缓冲隔离架的支撑性能,外罩的内壁和空腔壁形成三角空腔区域,既能实现三角稳定支撑,还具有一定的缓冲性能,有效防止直接坍塌的现象出现,在外罩上设置可伸缩的软罩,方便隔离支撑件的安装,外罩上设置固定块和限位条,可实现隔离支撑件和缓冲式隔离件之间的限位连接。
技术特征:
1.一种多层玻璃组合加工工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种多层玻璃组合加工工艺,其特征在于,所述缓冲式隔离件(3)还包括通孔(36),缓冲套(34)与外延条(35)和缓冲隔离架(31)的连接处开设有通孔(36),缓冲套(34)受压时压缩通孔(36)。
3.根据权利要求2所述的一种多层玻璃组合加工工艺,其特征在于,所述隔离支撑件(5)还包括第一软罩(57)和第二软罩(58),两个相邻的外罩(51)之间设有第一软罩(57)和第二软罩(58),第一软罩(57)和第二软罩(58)为收缩软罩,外罩(51)、第一软罩(57)和第二软罩(58)热熔连接,外罩(51)、第一软罩(57)和第二软罩(58)的内腔连通。
4.根据权利要求3所述的一种多层玻璃组合加工工艺,其特征在于,所述隔离支撑件(5)还包括固定块(52),外罩(51)的外端面设有固定块(52),两个固定块(52)之间形成缺口,该缺口正对第一软罩(57)和第二软罩(58)。
5.根据权利要求1至4中任一所述的一种多层玻璃组合加工工艺,其特征在于,所述缓冲隔离架(31)的横截面呈“山”字形设计,第一空腔(32)和第二空腔(33)的上下腔壁开设有两条对应的限位孔(39),该限位孔(39)的横截面呈半圆形设计,隔离支撑件(5)上涂覆胶体溢出进入限位孔(39)内。
6.根据权利要求5所述的一种多层玻璃组合加工工艺,其特征在于,所述固定块(52)的上下端设有两条平行的限位条(53),该限位条(53)的横截面呈半圆形设计,限位条(53)与固定块(52)一体设计,限位条(53)与限位孔(39)适配设计。
7.根据权利要求6所述的一种多层玻璃组合加工工艺,其特征在于,所述缓冲套(34)的横截面呈口型设计,缓冲套(34)、缓冲隔离架(31)和外延条(35)一体设计,缓冲套(34)、缓冲隔离架(31)和外延条(35)由丁晴橡胶材料制成,弧形条(37)的横截面呈“丿”字形设计,弧形条(37)由硅胶材料制成,弧形条(37)热熔固定在缓冲套(34)的内壁上,外罩(51)、内罩(54)、第一软罩(57)和第二软罩(58)均由丁晴橡胶材料制成,固定块(52)和限位条(53)由硅胶材料制成,固定块(52)热熔固定在外罩(51)上。
8.根据权利要求7所述的一种多层玻璃组合加工工艺,其特征在于,四条所述弧形条(37)分为上条部和下条部,上条部的两个弧形条(37)对称设计使其横截面呈“人”字形设计,下条部和上条部一致,上条部和下条部呈堆成设计。
9.根据权利要求8所述的一种多层玻璃组合加工工艺,其特征在于,所述第一缓冲球(38)和第二缓冲球(56)的直径一致,第一缓冲球(38)和第二缓冲球(56)均由丁晴橡胶材料制成。
技术总结
本发明属于玻璃加工技术领域,具体公开了一种多层玻璃组合加工工艺,包括以下步骤:S1:缓冲式隔离件和隔离支撑件组装,隔离支撑件限位安装进缓冲式隔离件上,隔离支撑件和缓冲式隔离件连接处通过粘合剂黏合连接;S2:将组装好的缓冲式隔离件和隔离支撑件固定在相邻两个玻璃的隔离腔的腔口处;S3:外框固定在缓冲式隔离件和玻璃层上,外框和缓冲式隔离件及玻璃层通过粘合剂黏合连接;步骤S1‑S3的一种多层玻璃组合加工工艺具体采用各个机构配合完成,包括玻璃层、隔离腔和外框,外框框住玻璃层,隔离腔为相邻两个玻璃之间的夹腔。通过上述技术方案,可以有效解决背景技术中所提出的问题。
技术研发人员:张夜轩,张北亮
受保护的技术使用者:安庆万轩玻璃有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!