称重装置和研磨控制系统的制作方法
本申请涉及研磨,尤其涉及一种称重装置和研磨控制系统。
背景技术:
1、在制作饮品时,将物料(例如,咖啡豆、黄豆等等)研磨成一定重量的物料粉是非常关键的一步。目前,物料的定量研磨主要靠研磨装置的计时器功能,通过设置研磨装置的研磨时长,在达到研磨时长时研磨装置自动关停。但是由于物料的种类不同,对应的硬度不一样,即使同一物料因为不同产地也会导致硬度不同,进而导致研磨出粉速度也不一样,因此这种依靠研磨装置的计时器功能实现定量研磨的方式容易存在较大误差。并且,随着物料研磨进行,物料仓内的物料减少,降低了仓压,也会影响出粉速度,导致误差变大。为了提高物料研磨的准确度,相关技术通常需要用户花费大量时间根据物料的种类、产地或物料仓中的剩余物料数量来随时调整研磨装置的计时器,操作繁琐,极大地降低研磨物料的效率。
2、因此,如何提高研磨物料的效率成为亟需解决的问题。
技术实现思路
1、本申请提供了一种称重装置和研磨控制系统,解决了相关技术用户花费大量时间来随时调整研磨装置的计时器导致研磨物料的效率较低的问题。
2、第一方面,本申请提供了一种称重装置,所述称重装置包括:第一本体,所述第一本体包括第一壳体,所述第一壳体包括用于放置物料容器的称重区域,所述物料容器用于盛放研磨装置研磨出的物料;传感器模块,所述传感器模块设置在所述第一本体内,用于检测所述物料的第一重量;第一通信模块,所述第一通信模块设置在所述第一本体内,用于与所述研磨装置通信连接;第一控制模块,与所述传感器模块和所述第一通信模块相连接,所述第一控制模块设置在所述第一本体内,所述第一控制模块用于在确定所述第一重量满足预设重量需求条件时,向所述研磨装置发送关停信号,所述关停信号用于指示所述研磨装置停止研磨待研磨物;重量设置按键,设置在所述第一壳体上,与所述第一控制模块相连接,用于设置所述物料的重量。
3、上述称重装置,通过在确定第一重量满足预设重量需求条件时,向研磨装置发送关停信号,控制研磨装置停止研磨待研磨物,实现对物料进行定重称量研磨,避免用户花费大量时间根据物料的种类、产地或物料仓中的剩余物料数量来随时调整研磨装置的计时器,可以有效提高研磨物料的效率。
4、第二方面,本申请还提供了一种研磨控制系统,所述研磨控制系统包括上述称重装置和一种研磨装置,所述称重装置能够置于所述研磨装置的放置区,所述研磨装置包括:第二本体;研磨组件,所述研磨组件用于研磨物料;第二通信模块,所述第二通信模块设置在所述第二本体内,用于与称重装置通信连接,所述称重装置用于放置物料容器,所述称重装置用于检测所述物料容器盛放所述研磨装置研磨出的物料的重量;第二控制模块,所述第二控制模块与所述研磨组件连接,用于根据所述称重装置发送的关停信号控制所述研磨组件停止工作。
5、上述研磨控制系统,通过将研磨装置与称重装置通信连接,根据称重装置发送的关停信号控制研磨组件停止工作,可以实现对物料进行定重称量研磨,避免用户花费大量时间根据物料的种类、产地或物料仓中的剩余物料数量来随时调整研磨装置的计时器,可以有效提高研磨物料的效率。
技术特征:
1.一种称重装置,其特征在于,包括:
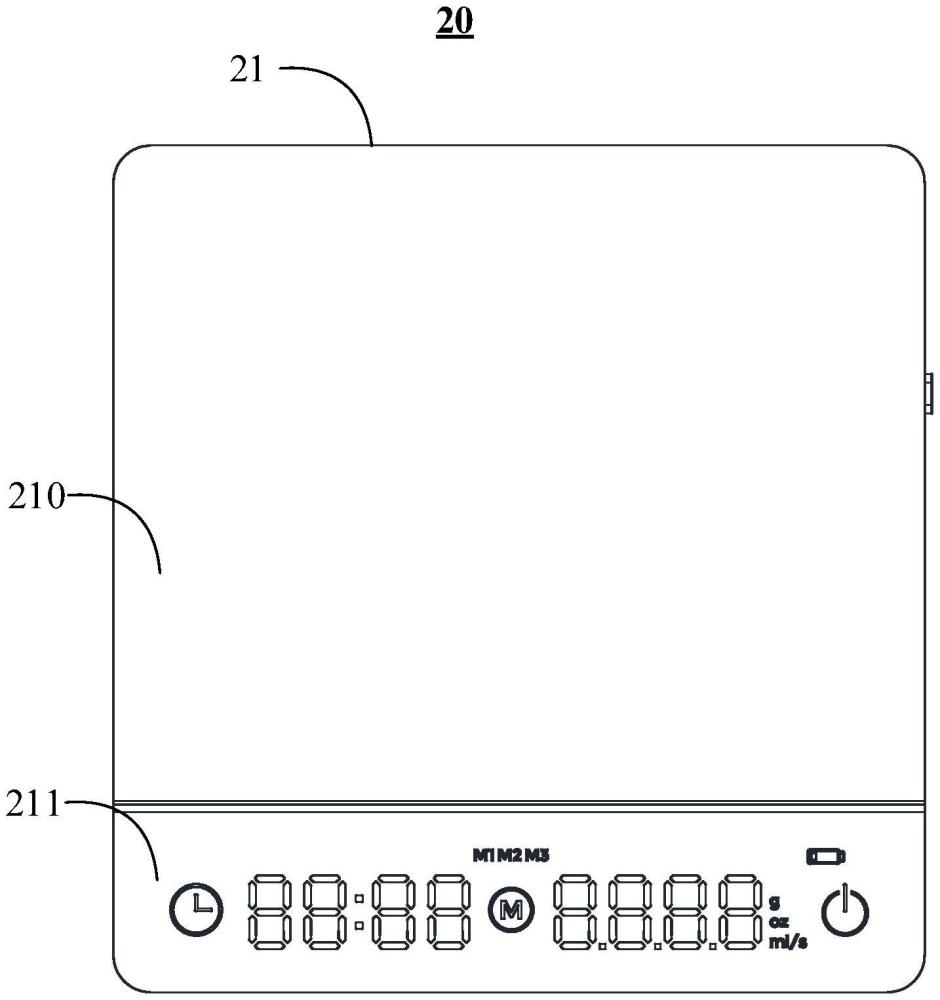
2.根据权利要求1所述的称重装置,其特征在于,所述第一本体还包括操作区域,所述操作区域包括显示界面与模式切换按键,所述模式切换按键用于切换测量模式,所述显示界面用于显示当前测量模式对应的模式标识、所述当前测量模式对应的测量数据;
3.根据权利要求1所述的称重装置,其特征在于,所述重量设置按键为集增加重量、减少重量以及确认功能一体的按键,或所述重量设置按键包括独立的增加重量按键、减少重量按键以及确认按键。
4.根据权利要求3所述的称重装置,其特征在于,所述第一本体还包括操作区域,所述操作区域包括模式切换按键、计时按键以及开关/清零按键,其中,所述模式切换按键、所述计时按键和所述开关/清零按键中的至少之一为增加重量、减少重量和确认功能的按键的至少之一。
5.根据权利要求1所述的称重装置,其特征在于,所述第一本体还包括中框和第二壳体,所述第一壳体和所述第二壳体安装在所述中框上;
6.一种研磨控制系统,其特征在于,所述研磨控制系统包括权利要求1-5中任意一项所述的称重装置和一种研磨装置,所述称重装置能够置于所述研磨装置的放置区,所述研磨装置包括:
7.根据权利要求6所述的研磨控制系统,其特征在于,所述第二本体包括称重台和重量设定按键,所述称重台用于放置所述称重装置,所述重量设定按键用于设定所述研磨装置研磨出的物料的第一目标重量;
8.根据权利要求7所述的研磨控制系统,其特征在于,所述第二本体还包括研磨启动按键,所述第二控制模块用于在检测到对所述研磨启动按键的触发操作时,向所述称重装置发送第一称重信号,并根据所述触发操作控制所述研磨组件启动,所述第一称重信号包括所述第一目标重量。
9.根据权利要求6所述的研磨控制系统,其特征在于,所述第二本体还包括模式设定按键,所述模式设定按键用于设定所述研磨装置的工作模式,所述工作模式包括定量称量模式和定时称量模式;
技术总结
本申请公开了一种称重装置和研磨控制系统,该称重装置包括:第一本体,包括第一壳体;传感器模块,传感器模块设置在第一本体内,用于检测物料的第一重量;第一通信模块,用于与研磨装置通信连接;第一控制模块,用于在确定第一重量满足预设重量需求条件时,向研磨装置发送关停信号,关停信号用于指示研磨装置停止研磨待研磨物;重量设置按键,设置在第一壳体上,用于设置物料的重量。上述称重装置通过在确定第一重量满足预设重量需求条件时,控制研磨装置停止研磨待研磨物,实现对物料进行定重称量研磨,避免用户花费大量时间根据物料的种类、产地或物料仓中的剩余物料数量来随时调整研磨装置的计时器,可以有效提高研磨物料的效率。
技术研发人员:张世罡,黎松桂
受保护的技术使用者:深圳零加咖啡技术有限公司
技术研发日:20231114
技术公布日:2024/9/26
- 还没有人留言评论。精彩留言会获得点赞!