一种钢轨侧向定位仿形控制装置及铣磨车的制作方法
本申请涉及钢轨铣磨,具体涉及一种钢轨侧向定位仿形控制装置及铣磨车。
背景技术:
1、目前,钢轨在线维护技术有钢轨打磨和钢轨铣磨两种。钢轨铣磨车作业包括铣削和打磨两套工序,首先对钢轨表面进行纵向铣削,随后通过将铣削过的钢轨表面进行打磨。现有的钢轨铣磨车铣磨的钢轨表面平顺度恢复较好,作业效率较高,适合消除轨距角、外侧角的肥边或塑性变形,其作业准备工作较少,也不需要拆除轨旁设备,相比钢轨打磨车而言,作业对空气、噪声的污染小。
2、进口国外钢轨铣削设备的价格昂贵,且无自主知识产权,无法与我国铁路发展趋势相适应,更无法实现钢轨的预防性及整治性维护作业。钢轨铣轨车整车受控对象多、控制精度要求高、控制算法复杂,铣装置、磨装置在对钢轨进行铣削、磨削加工过程中,工作装置对钢轨y向的定位、仿形非常重要。为保证铣磨工作装置在直线、曲线线路上都能准确进行钢轨侧向定位仿形,现在的铣磨装置都将侧向定位单元检测点安装在铣削点正下方或通过杠杆机构靠近磨削点,这种定位检测方式主要存在以下弊端:
3、1、钢轨铣削点及磨削点需考虑铁屑及磨粉收集检测机构安装空间有限,结构设计复杂;
4、2、作业过程中铁屑容易有进入定位检测机构产生卡滞,y向检测错误会带来很大的铣坏钢轨风险;
5、3、侧向定位单元通过杠杆靠近磨削点,探杆过长存在机械变形影响检测精度及可靠性。
技术实现思路
1、为了解决上述技术缺陷之一,本申请实施例中提供了一种钢轨侧向定位仿形控制装置及铣磨车。
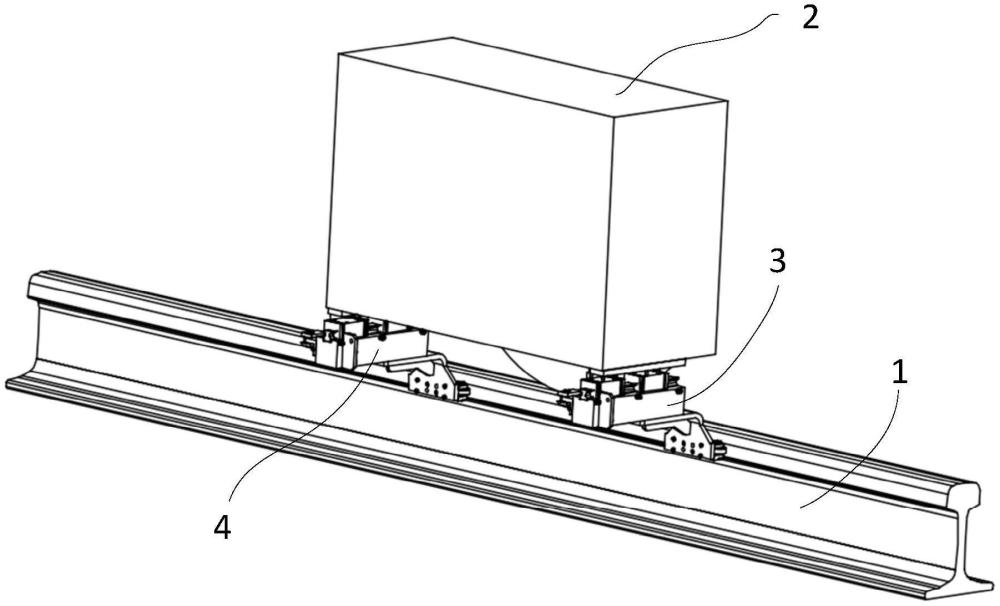
2、根据本申请实施例的第一个方面,提供了一种钢轨侧向定位仿形控制装置,该装置包括:
3、装置主体,装置主体中设有用于驱动装置主体移动的伺服驱动模块;
4、铣磨件,活动连接于装置主体靠近钢轨的一侧;
5、侧向定位单元,具有至少两个,装置主体下端的x向两端分别至少安装有1个侧向定位单元;x向为钢轨延伸方向;
6、铣磨件通过接触块与钢轨内侧靠紧;侧向定位单元发生位移时,装置主体带动铣磨件在y向跟随移动,以使铣磨件定位仿形钢轨。
7、在本申请一个可选的实施例中,该装置中侧向定位单元还安装有用于测量y向位移的位移传感器;y向为水平垂直于钢轨延伸方向。
8、在本申请一个可选的实施例中,该装置中装置主体中还设有用于计算铣磨件在y向的偏差值的控制单元,伺服驱动模块通过接收并执行控制单元的指令驱动装置主体移动。
9、在本申请一个可选的实施例中,该装置中铣磨件为铣刀盘。
10、在本申请一个可选的实施例中,该装置中铣磨件为磨盘。
11、根据本申请实施例的第二个方面,提供了一种钢轨铣磨车,包括如本申请第一方面的钢轨侧向定位仿形装置。
12、采用本申请实施例中提供的钢轨侧向定位仿形控制装置、铣磨车和控制方法,可以优化铣装置、磨装置结构设计,提高工作装置在钢轨铣削、磨削过程中的可靠性和安全性,可以很好的解决端面铣削、磨削等工作装置在铣削点、磨削点位置无法安装侧向定位单元的问题。
技术特征:
1.一种钢轨侧向定位仿形装置,其特征在于,包括:
2.根据权利要求1所述的钢轨侧向定位仿形装置,其特征在于,所述侧向定位单元还安装有用于测量y向位移的位移传感器;所述y向为水平垂直于所述钢轨延伸方向。
3.根据权利要求2所述的钢轨侧向定位仿形装置,其特征在于,所述装置主体中还设有用于计算所述铣磨件在y向的偏差值的控制单元,所述伺服驱动模块通过接收并执行所述控制单元的指令驱动所述装置主体移动。
4.根据权利要求1所述的钢轨侧向定位仿形装置,其特征在于,所述铣磨件为铣刀盘。
5.根据权利要求1所述的钢轨侧向定位仿形装置,其特征在于,所述铣磨件为磨盘。
6.一种钢轨铣磨车,其特征在于,包括如权利要求1-5中任一项所述的钢轨侧向定位仿形装置。
技术总结
本申请实施例提供一种钢轨侧向定位仿形控制装置及铣磨车,涉及钢轨铣磨技术领域。其中装置包括装置主体,装置主体中设有用于驱动装置主体移动的伺服驱动模块;铣磨件,活动连接于装置主体靠近钢轨的一侧;侧向定位单元,具有至少两个,铣磨件下端的X向两端分别至少安装有1个侧向定位单元;X向为钢轨延伸方向;铣磨件通过接触块与钢轨内侧靠紧;侧向定位单元发生位移时,装置主体带动铣磨件在Y向跟随移动,以使铣磨件定位仿形钢轨。本申请提高了工作装置在钢轨铣削、磨削过程中的可靠性和安全性,可以很好的解决端面铣削、磨削等工作装置在铣削点、磨削点位置无法安装侧向定位单元的问题。
技术研发人员:吴鹏坤,罗建利,唐丙松,郑丽丽,邹楷,陈忠良
受保护的技术使用者:中国铁建高新装备股份有限公司
技术研发日:20230810
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!