一种航空发动机CFM56-5B滑油分配器的安装工装的制作方法
一种航空发动机cfm56
‑
5b滑油分配器的安装工装
技术领域
1.本实用新型涉及一种航空发动机cfm56
‑
5b滑油分配器的安装工装。
背景技术:
2.航空发动机cfm56
‑
5b的滑油分配器安装在其齿轮轴的轴承内环上,它的主要功能是引导来自滑油喷嘴的滑油去润滑和冷却相应的轴承。
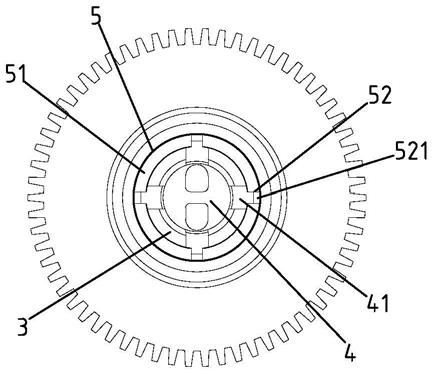
3.如图1所示为cfm56
‑
5b的滑油分配器的装配示意图,图中轴承内环5为已经套装在齿轮轴3上,滑油分配器4为圆柱状,其外端设有四个定位凸耳41,轴承内环的外端51凸出,在凸出的部分设有四个定位槽52。在装配过程中,先将滑油分配器4通过液氮进行冷却缩小,然后插装入齿轮轴3的中孔中,定位凸耳41正对卡入定位槽52中,完成装配,滑油分配器4与齿轮轴3的中孔之间的配合为紧配合。在装配完成后,定位凸耳41只占了定位槽52的内端部,定位槽的外端部521是空的。
4.目前,在使用厂家提供的原始工装将该滑油分配器安装到齿轮轴的轴承内环上的时候,由于原始工装不具有精确的定心和导向功能往往导致齿轮轴的轴承内环上的四个定位槽和滑油分配器上的四个定位凸耳在组装过程中错位,由于滑油分配器与齿轮轴的中孔之间的配合为紧配合,在滑油分配器插入一定程度后,如果发现定位槽和定位凸耳相错位,是很难再旋转,很难再拔出的,这就将导致安装失败,如果强行旋转或者拔出,会出现滑油分配器变形报废的情况。
技术实现要素:
5.本实用新型所要解决的技术问题,就是提供一种航空发动机cfm56
‑
5b滑油分配器的安装工装,其具备精确的定心和导向功能,能够保证滑油分配器一次性安装成功。
6.解决上述技术问题,本实用新型采用的技术方案如下:
7.一种航空发动机cfm56
‑
5b滑油分配器的安装工装,其特征在于:包括导向衬套和压力杆,导向衬套的中孔与滑油分配器相适配,导向衬套的孔壁上设有四条与滑油分配器的四个定位凸耳相适配的轴向的导向槽,导向槽贯穿导向衬套,导向衬套的中孔的一端设有用于配合套在轴承内环的凸出的外端上的内凹台阶,在内凹台阶上设有四个用于对应卡在轴承内环的定位槽的外端部中的定位凸块,定位凸块的位置与导向槽的位置相对齐,压力杆用于在装配时顶在滑油分配器的外端面,从而使得工人能施加往里的推力至滑油分配器上。
8.进一步的,压力杆的一端设有用于与滑油分配器的外端面接触的施压头,另一端设有用于锤击的敲击头。
9.进一步的,安装工装的材质为金属。
10.进一步的,导向槽的周向宽度为3.6mm、轴向长度为34mm。
11.与现有技术相比,本实用新型具有以下有益效果:
12.本实用新型设置导向衬套和压力杆,导向衬套能通过内凹台阶配合套在轴承内环
的外端,从而实现中心的定位,通过定位凸块卡在轴承内环的定位槽中,能将导向槽与定位槽的位置相对齐,在装配过程中滑油分配器的四个定位凸耳对应位于导向槽中,通过导向槽进行导向,从而能够保证滑油分配器一次性安装成功。
附图说明
13.图1是cfm56
‑
5b滑油分配器装配后的俯视示意图;
14.图2是本实用新型的安装工装的立体示意图;
15.图3是本实用新型的安装工装的导向衬套的立体示意图;
16.图4是使用本实用新型对滑油分配器进行装配的主视示意图;
17.图5是使用本实用新型对滑油分配器进行装配的剖视示意图。
18.图中附图标记含义:
[0019]1‑
导向衬套;11
‑
导向衬套的中孔;12
‑
导向槽;13
‑
定位凸块;14
‑
内凹台阶;2
‑
压力杆;21
‑
施压头;22
‑
敲击头;3
‑
齿轮轴;4
‑
滑油分配器;41
‑
定位凸耳;5
‑
轴承内环;51
‑
轴承内环的外端;52
‑
定位槽;521
‑
定位槽的外端部。
具体实施方式
[0020]
下面结合实施例对本实用新型进一步描述。
[0021]
如图2至图3所示的一种航空发动机cfm56
‑
5b滑油分配器的安装工装,其包括导向衬套1和压力杆2。
[0022]
导向衬套的中孔11与滑油分配器4相适配,滑油分配器4能在导向衬套的中孔11中滑动。导向衬套1的孔壁上设有四条与滑油分配器4的四个定位凸耳41相适配的轴向的导向槽12,导向槽12贯穿导向衬套1,导向衬套的中孔11的一端设有用于配合套在轴承内环的凸出的外端51上的内凹台阶14,在内凹台阶14上设有四个用于对应卡在轴承内环5的定位槽52的外端部521中的定位凸块13,定位凸块13的位置与导向槽12的位置相对齐,定位凸块13的内侧面与导向槽12的底面相平齐。压力杆2的一端设有用于与滑油分配器4的外端面接触的施压头21,施压头21小于导向衬套的中孔11,压力杆2的另一端设有用于锤击的敲击头22,压力杆2用于在装配时顶在滑油分配器4的外端面,从而使得工人能施加往里的推力至滑油分配器4上。本实施例的导向衬套1和压力杆2的材质均为金属。
[0023]
其中,导向槽12的周向宽度为3.6mm、轴向长度为34mm,定位凸块13的横截面大小为4x 3mm。
[0024]
使用本安装工装对航空发动机cfm56
‑
5b滑油分配器4进行装配的过程为:将导向衬套1的内凹台阶14对应套在轴承内环的外端51上,定位凸块13也对应卡入轴承内环的定位槽的外端部521;之后,将经液氮进行冷却缩小的滑油分配器4对应穿入导向衬套的中孔11中,滑油分配器4的四个定位凸耳41配合位于导向槽12中;将压力杆2的施压头21抵靠在滑油分配器4的外端,通过锤子锤击敲击头22,往里逐渐推进滑油分配器4,在导向槽12的引导下,直至滑油分配器4的定位凸耳41准确卡入定位槽52中,并完全贴合,完成滑油分配器4的装配,最后拆下安装工装。
[0025]
本实用新型的上述实施例并不是对本实用新型保护范围的限定,本实用新型的实施方式不限于此,凡此种种根据本实用新型的上述内容,按照本领域的普通技术知识和惯
用手段,在不脱离本实用新型上述基本技术思想前提下,对本实用新型上述结构做出的其它多种形式的修改、替换或变更,均应落在本实用新型的保护范围之内。
技术特征:
1.一种航空发动机cfm56
‑
5b滑油分配器的安装工装,其特征在于:包括导向衬套和压力杆,所述导向衬套的中孔与滑油分配器相适配,所述导向衬套的孔壁上设有四条与滑油分配器的四个定位凸耳相适配的轴向的导向槽,所述导向槽贯穿所述导向衬套,所述导向衬套的中孔的一端设有用于配合套在轴承内环的凸出的外端上的内凹台阶,在所述内凹台阶上设有四个用于对应卡在轴承内环的定位槽的外端部中的定位凸块,所述定位凸块的位置与所述导向槽的位置相对齐,所述压力杆用于在装配时顶在滑油分配器的外端面,从而使得工人能施加往里的推力至滑油分配器上。2.根据权利要求1所述的航空发动机cfm56
‑
5b滑油分配器的安装工装,其特征在于:所述压力杆的一端设有用于与滑油分配器的外端面接触的施压头,另一端设有用于锤击的敲击头。3.根据权利要求1所述的航空发动机cfm56
‑
5b滑油分配器的安装工装,其特征在于:所述安装工装的材质为金属。4.根据权利要求1所述的航空发动机cfm56
‑
5b滑油分配器的安装工装,其特征在于:所述导向槽的周向宽度为3.6mm、轴向长度为34mm。
技术总结
本实用新型公开了一种航空发动机CFM56
技术研发人员:王海 李天锦 梅锦辉
受保护的技术使用者:珠海保税区摩天宇航空发动机维修有限公司
技术研发日:2020.10.19
技术公布日:2021/10/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1