一种拨叉结构、锁体的制作方法
1.本发明涉及锁体结构技术领域,更具体的说是一种拨叉结构、锁体。
背景技术:
2.现阶段,市场上该类锁体的拨叉是采用粉末冶金工艺烧结而成,采用这种工艺的生产效率较低,产品制造成本高。且拨叉自重较重,不利于后续安装。
技术实现要素:
3.本发明提供一种拨叉结构、锁体,以期解决背景技术中的问题。
4.为了实现上述目的,本发明采用以下技术方案:
5.一种拨叉结构的成型工艺,包括以下步骤:
6.将铁卷料利用连续模下料冲压生产加工成一端具有连接部,另一端具有空腔的上拨叉,在连接部上冲压形成定位孔;
7.将铁卷料利用连续模下料冲压生产加工成一端具有连接部,另一端具有空腔的下拨叉,在连接部上冲压形成定位凸台;
8.将上拨叉和下拨叉扣合而成形成拨叉本体,且使得定位凸台置于定位孔内限位。
9.在一些实施例中,所述上拨叉和下拨叉的空腔端均通过冲压形成限位口。
10.在一些实施例中,所述限位口呈矩形。
11.本发明还提供了一种拨叉结构,由任一上述的拨叉结构的成型工艺制备而成。
12.本发明还提供了一种锁体,包括上述的拨叉结构。
附图说明
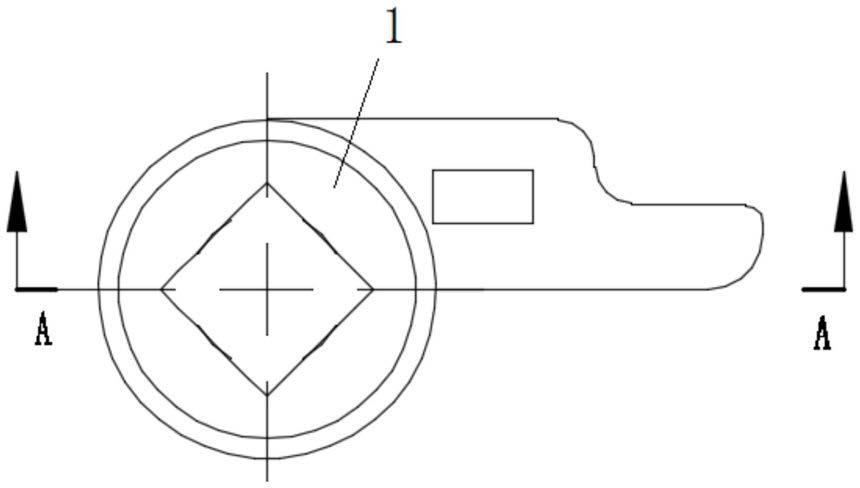
13.图1是根据本申请一些实施例所示的上拨叉结构的示意图;
14.图2是图1的a
‑
a剖视图;
15.图3是根据本申请一些实施例所示的上拨叉结构的示意图;
16.图4是根据本申请一些实施例所示的下拨叉结构的示意图;
17.图5是图4的b
‑
b剖视图;
18.图6是根据本申请一些实施例所示的下拨叉结构的示意图;
19.图7是根据本申请一些实施例所示的安装有本申请的拨叉结构的锁体的示意图。
20.图中标记:1
‑
上拨叉,2
‑
定位孔,3
‑
下拨叉,4
‑
定位凸台。
具体实施方式
21.为了使本申请的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本申请进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本申请,并不用于限定本申请。
22.相反,本申请涵盖任何由权利要求定义的在本申请的精髓和范围上做的替代、修
改、等效方法以及方案。进一步,为了使公众对本申请有更好的了解,在下文对本申请的细节描述中,详尽描述了一些特定的细节部分。对本领域技术人员来说没有这些细节部分的描述也可以完全理解本申请。
23.图1是根据本申请一些实施例所示的上拨叉结构的示意图;图2是图1的a
‑
a剖视图;图3是根据本申请一些实施例所示的上拨叉结构的示意图;图4是根据本申请一些实施例所示的下拨叉结构的示意图;图5是图4的b
‑
b剖视图;图6是根据本申请一些实施例所示的下拨叉结构的示意图;图7是根据本申请一些实施例所示的安装有本申请的拨叉结构的锁体的示意图。以下将结合图1
‑
图7对本申请实施例所涉及的拨叉结构进行详细说明。值得注意的是,以下实施例仅仅用以解释本申请,并不构成对本申请的限定。
24.在本申请的实施例中,如图1
‑
6所示,拨叉结构的成型工艺,包括以下步骤:
25.第一步:将铁卷料利用连续模下料冲压生产加工成一端具有连接部,另一端具有空腔的上拨叉1,在连接部上冲压形成定位孔2;
26.第二步:将铁卷料利用连续模下料冲压生产加工成一端具有连接部,另一端具有空腔的下拨叉3,在连接部上冲压形成定位凸台4;
27.第三步:将上拨叉1和下拨叉3扣合而成形成拨叉本体,且使得定位凸台4置于定位孔2内限位。
28.拨叉结构上优化后采用冲压工艺,材料用铁卷利用连续模下料快速生产加工而成,上拨叉1、下拨叉3对扣形成一个整体,同时下拨叉3上冲压有定位用的定位凸台4,上拨叉1上冲有一个定位用的定位孔2,上、下拨叉3对扣后,下拨叉3上的定位凸台4与上拨叉1上的定位孔2配合,将上、下拨叉3对扣后装入锁体内,实现锁体相应功能,这种结构工艺的生产效率高,产品综合成本低。这里需要说明的是,定位凸台4和定位孔2相互配合后起到的是防止上拨叉1和下拨叉3相互错位的功能,而上拨叉1和下拨叉3通过装配在锁体内的上下盖板固定。
29.在一些实施例中,所述上拨叉1和下拨叉3的空腔端均通过冲压形成限位口。且所述限位口呈矩形。限位口的作用是用于与锁体上的零件相适配。并且起到限位的作用。
30.本发明还提供了一种拨叉结构,由任一上述的拨叉结构的成型工艺制备而成。利用该种工艺制备的凸轮摆杆2结构,生产效率大大提升,能提高生产效率50%,材料成本大大降低,降低产品成本约30%左右。
31.本发明还提供了一种锁体,包括上述的拨叉结构。由于采用了本申请的拨叉结构,锁体的制备效率也大大提升,生产成本也大大降低。且成型后的锁体的质量也大大减轻。
32.本申请所披露的拨叉结构的成型工艺可能带来的有益效果包括但不限于:解决该类锁体的拨叉采用铁基粉末冶金工艺烧结,生产效率较低,产品制造成本高的问题。结构创新优化后,采用冲压工艺生产,铁卷材料利用连续模下料即可快速将上、下拨叉生产加工出来,上、下拨叉对扣后即可装配使用,结构工艺优化改进后能提高产品生产加工效率约50%,降低产品成本约30%,从而达到提升产品的市场竞争能力的目的。
33.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
技术特征:
1.一种拨叉结构的成型工艺,其特征在于,包括以下步骤:将铁卷料利用连续模下料冲压生产加工成一端具有连接部,另一端具有空腔的上拨叉,在连接部上冲压形成定位孔;将铁卷料利用连续模下料冲压生产加工成一端具有连接部,另一端具有空腔的下拨叉,在连接部上冲压形成定位凸台;将上拨叉和下拨叉扣合而成形成拨叉本体,且使得定位凸台置于定位孔内限位。2.根据权利要求1所述的一种拨叉结构的成型工艺,其特征在于,所述上拨叉和下拨叉的空腔端均通过冲压形成限位口。3.根据权利要求1所述的一种拨叉结构的成型工艺,其特征在于,所述限位口呈矩形。4.一种拨叉结构,其特征在于,由权利要求1
‑
3任一所述的拨叉结构的成型工艺制备而成。5.一种锁体,其特征在于,包括权利要求4所述的拨叉结构。
技术总结
本发明公开了一种拨叉结构的成型工艺,包括以下步骤:将铁卷料利用连续模下料冲压生产加工成一端具有连接部,另一端具有空腔的上拨叉,在连接部上冲压形成定位孔;将铁卷料利用连续模下料冲压生产加工成一端具有连接部,另一端具有空腔的下拨叉,在连接部上冲压形成定位凸台;将上拨叉和下拨叉扣合而成形成拨叉本体,且使得定位凸台置于定位孔内限位。通过应用本申请的拨叉结构的成型工艺解决该类锁体的拨叉采用铁基粉末冶金工艺烧结,生产效率较低,产品制造成本高的问题。产品制造成本高的问题。产品制造成本高的问题。
技术研发人员:吴泽军 杨先桃 王青
受保护的技术使用者:湖北和乐门业有限公司
技术研发日:2021.07.15
技术公布日:2021/9/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1