轴承后挡上料压装机械手的制作方法
本发明涉及铁路车辆检修,特别是涉及铁路车辆轮轴的轴承组装类设备。
背景技术:
1、在铁路车辆轮轴检修过程中,以往在轴承组装前,需要工人手动将轴承后挡压装到轴承上,工人劳动强度大,不能实现轴承组装工作无人化,从而造成轮轴检修质量不高,检修效率低等问题。
技术实现思路
1、本发明的目的是提供一种轴承后挡上料压装机械手,以解决上述现有技术存在的问题,为实现铁路车辆的轮轴轴承组装无人化作业奠定基础,充分实现检修设备专业化,提高检修效率,提升检修质量。
2、为实现上述目的,本发明提供了如下方案:
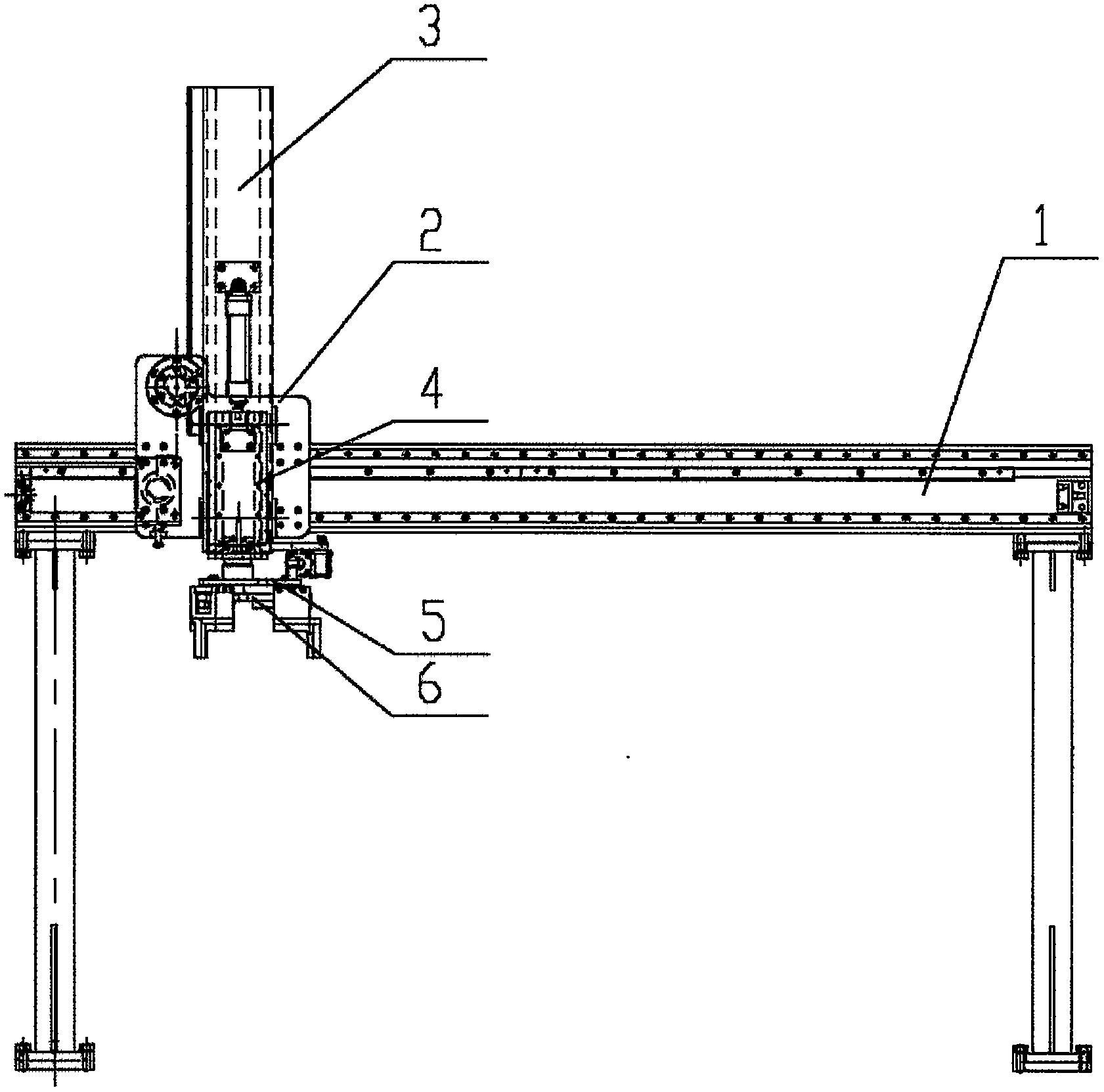
3、本发明提供一种轴承后挡上料压装机械手,其特征在于:整机由机械手走行横梁(1)、机械手升降臂基板(2)、机械手升降臂(3)、机械手压装臂(4)、机械手抓取卡盘(5)、机械手卡爪(6)组成;所述的机械手走行横梁(1),其为型钢焊接而成的龙门式机械手走行横梁,其上部横梁侧面上线安装有直线导轨,在两根直线到过中间安装有齿条,在直线导轨的滑块上安装有机械手升降臂降基板(2),机械手升降臂基板(2)左下部前面安装有伺服驱动电机,伺服驱动电机前端输出轴上安装有齿轮,齿轮与机械手走行横梁(1)直线导轨内侧的齿条相啮合,从而带动机械手升降臂基板(2)沿机械手走行横梁(1)直线导轨上左右移动。
4、优选地,所述的机械手升降臂基板(2),其为钢板加工而成,其安装在机械手走行横梁(1)直线导轨的滑块上,其前面中部与机械手升降臂(3)后部直线导轨的滑块相连接,其左上部后面安装有伺服电机,伺服电机前端输出轴上安装有齿轮,齿轮穿过机械手升降臂基板(2)与机械手升降臂(3)左侧安装的齿条相啮合,伺服电机带动齿轮旋转从而带动机械手升降臂(3)沿机械手升降臂基板(2)前面中部连接的机械手升降臂(3)后部直线导轨的滑块上下运动。
5、优选地,所述的机械手升降臂(3),其为方钢加工而成,其后部安装有直线导轨及滑块,其直线导轨上的滑块与机械手升降臂基板(2)相连接,其左侧安装有齿条,其前面下部与机械手压装臂(4)l型立板后面直线导轨上的滑块相连接,机械手压装臂(4)上部与机械手压装臂(4)驱动气缸活塞杆铰接,机械手压装臂(4)驱动气缸尾部安装在机械手升降臂(3)中上部,机械手压装臂(4)驱动气缸活塞杆伸出带动机械手压装臂(4)向下运动,从而实现轴承后挡的压装动作。
6、优选地,所述的机械手压装臂(4),其为钢板加工焊接而成l型结构,其l型立板后面安装有直线导轨,直线导轨上的滑块与机械手升降臂(3)下部相连接,其下部l型横板中间位置下面与机械手卡爪(6)支架上部支座轴相连接,其下部l型横板后部支臂与机械手抓取卡盘(5)的驱动气缸尾部铰接。
7、优选地,所述的机械手抓取卡盘(5),其为钢板切割的曲臂风扇型三叶结构,其每个叶面上均切割有弧形凹槽,其中心基座上部安装有旋转轴承,轴承内环镶嵌在机械手卡爪(6)支架上部支座轴上,其右侧叶面上部与机械手抓取卡盘(5)的驱动气缸活塞杆铰接,机械手抓取卡盘(5)的驱动气缸尾部安装在机械手压装臂(4)下部l型横板后部支臂上,机械手抓取卡盘(5)的驱动气缸动作带动机械手抓取卡盘(5)旋转。
8、优选地,所述的机械手卡爪(6),其底座为三等分直臂扇形结构,其中心上部支座轴安装在机械手压装臂(4)l型横板中间位置下面。其每个直臂下部各安装有一根直线导轨,其每根直线导轨的滑块上各安装有一个卡爪,其三个直臂上部与机械手抓取卡盘(5)中间位置各安装有一个支轴,在支轴上安装有轴承,轴承镶嵌在机械手抓取卡盘(5)叶面弧形凹槽内,机械手抓取卡盘(5)旋转,从而带动三个卡爪沿各个直臂上的直线导轨向内或向外运动,从而卡紧轴承内环并压装到轴承上。
9、本发明相对于现有技术取得了以下有益技术效果:
10、本发明的目的是提供一种轴承后挡上料压装机械手,以解决上述现有技术存在的问题,为实现铁路车辆的轮轴轴承组装无人化作业奠定基础,充分实现检修设备专业化,提高检修效率,提升检修质量。
技术特征:
1.轴承后挡上料压装机械手,其特征在于:整机由机械手走行横梁(1)、机械手升降臂基板(2)、机械手升降臂(3)、机械手压装臂(4)、机械手抓取卡盘(5)、机械手卡爪(6)组成;所述的机械手走行横梁(1),其为型钢焊接而成的龙门式机械手走行横梁,其上部横梁侧面上线安装有直线导轨,在两根直线到过中间安装有齿条,在直线导轨的滑块上安装有机械手升降臂基板(2),机械手升降臂基板(2)左下部前面安装有伺服驱动电机,伺服驱动电机前端输出轴上安装有齿轮,齿轮与机械手走行横梁(1)直线导轨内侧的齿条相啮合,从而带动机械手升降臂基板(2)沿机械手走行横梁(1)直线导轨上左右移动。
2.根据权利1所述的轴承后挡上料压装机械手,其特征在于:所述的机械手升降臂基板(2),其为钢板加工而成,其安装在机械手走行横梁(1)直线导轨的滑块上,其前面中部与机械手升降臂(3)后部直线导轨的滑块相连接,其左上部后面安装有伺服电机,伺服电机前端输出轴上安装有齿轮,齿轮穿过机械手升降臂基板(2)与机械手升降臂(3)左侧安装的齿条相啮合,伺服电机带动齿轮旋转从而带动机械手升降臂(3)沿机械手升降臂基板(2)前面中部连接的机械手升降臂(3)后部直线导轨的滑块上下运动。
3.根据权利1所述的轴承后挡上料压装机械手,其特征在于:所述的机械手升降臂(3),其为方钢加工而成,其后部安装有直线导轨及滑块,其直线导轨上的滑块与机械手升降臂基板(2)相连接,其左侧安装有齿条,其前面下部与机械手压装臂(4)l型立板后面直线导轨上的滑块相连接,机械手压装臂(4)上部与机械手压装臂(4)驱动气缸活塞杆铰接,机械手压装臂(4)驱动气缸尾部安装在机械手升降臂(3)中上部,机械手压装臂(4)驱动气缸活塞杆伸出带动机械手压装臂(4)向下运动,从而实现轴承后挡的压装动作。
4.根据权利1所述的轴承后挡上料压装机械手,其特征在于:所述的机械手压装臂(4),其为钢板加工焊接而成l型结构,其l型立板后面安装有直线导轨,直线导轨上的滑块与机械手升降臂(3)下部相连接,其下部l型横板中间位置下面与机械手卡爪(6)支架上部支座轴相连接,其下部l型横板后部支臂与机械手抓取卡盘(5)的驱动气缸尾部铰接。
5.根据权利1所述的轴承后挡上料压装机械手,其特征在于:所述的机械手抓取卡盘(5),其为钢板切割的曲臂风扇型三叶结构,其每个叶面上均切割有弧形凹槽,其中心基座上部安装有旋转轴承,轴承内环镶嵌在机械手卡爪(6)支架上部支座轴上,其右侧叶面上部与机械手抓取卡盘(5)的驱动气缸活塞杆铰接,机械手抓取卡盘(5)的驱动气缸尾部安装在机械手压装臂(4)下部l型横板后部支臂上,机械手抓取卡盘(5)的驱动气缸动作带动机械手抓取卡盘(5)旋转。
6.根据权利1所述的轴承后挡上料压装机械手,其特征在于:所述的机械手卡爪(6),其底座为三等分直臂扇形结构,其中心上部支座轴安装在机械手压装臂(4)l型横板中间位置下面,其每个直臂下部各安装有一根直线导轨,其每根直线导轨的滑块上各安装有一个卡爪,其三个直臂上部与机械手抓取卡盘(5)中间位置各安装有一个支轴,在支轴上安装有轴承,轴承镶嵌在机械手抓取卡盘(5)叶面弧形凹槽内,机械手抓取卡盘(5)旋转,从而带动三个卡爪沿各个直臂上的直线导轨向内或向外运动,从而卡紧轴承内环并压装到轴承上。
技术总结
本发明公开了一种轴承后挡上料压装机械手,整机由机械手走行横梁(1)、机械手升降臂基板(2)、机械手升降臂(3)、机械手压装臂(4)、机械手抓取卡盘(5)、机械手卡爪(6)组成,本发明提供的轴承后挡上料压装机械手,设备实现铁路车辆轴承组装前将轴承后挡组装到轴承上,无需操作者人工组装轴承后挡工作。
技术研发人员:彭传水,唐拥军,周军伟,颜士伟,刘运丹,陈宝赞,朱娟,贲广正,苏志敏,徐磊,于强强,王新
受保护的技术使用者:齐齐哈尔四达铁路设备有限责任公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!