一种手提织带的扣件自动冲压控制方法与流程
【】本发明涉及手提带生产设备领域,特别涉及一种手提织带的扣件自动冲压控制方法。
背景技术
0、
背景技术:
1、雨伞在日常生活中经常需要使用到,它是一种用于遮阳或遮蔽雨雪的工具,一般用油纸、油布或塑料布等做成。雨伞的英文umbrel la来自拉丁文的umbra,有遮阳、阴影处的意思。
2、雨伞根据功能设计的不同,在折数上有很大区别。一般按折数来说,市场上的雨伞主要分为四大类:直杆伞(一折)、两(二)折伞、三折伞和五折伞;所谓几折伞,是指伞的骨架可以折叠几次的意思。目前,大部分雨伞的伞柄都需要配设手提带,以方便雨伞的携带和吊挂。
3、手提带包括织带和扣件,织带在定长切断后,通过扣件将定长切断的织带两端扣合在一起,从而形成一条闭环的手提带。由此可见,手提带在生产时至少需要经过织带定长切断和冲压扣件两个工序,同时为了保证织带的两个端部更加牢固地结合在一起,通常还会再进行热烫工序。以往手提带的生产都依靠人工手动操作完成,存在生产效率低,产品长短难以控制。鉴于上述存在的问题,本案发明人对该问题进行深入研究,遂有本案产生。
技术实现思路
0、
技术实现要素:
1、本发明要解决的技术问题,在于提供一种手提织带的扣件自动冲压控制方法,能够控制对手提织带进行自动生产,提升生产效率,保证产品质量。
2、本发明是这样实现的:一种手提织带的扣件自动冲压控制方法,所述控制方法包括如下步骤:
3、①将待切断的织带穿过织带压紧机构,控制扣件供给机构将待冲压的扣件输送给冲头机构的下冲头;
4、②控制第一织带拉取机构将穿过织带压紧机构的织带的端部夹住,并根据预设的第一移动距离,控制第一织带拉取机构带动织带从第一位置运动至第二位置实现将织带拉取出固定长度;
5、③控制织带压紧机构将穿过的织带压紧,同时控制织带扶持机构的扶持夹片向中间靠拢将织带的中部扶住;
6、④控制织带切断机构往前动作将织带切断,并在织带切断后,控制织带切断机构后退归位;同时控制第一织带拉取机构松开织带的端部,控制织带推送机构往前动作将切断的织带从中间位置推出给第一夹紧组件,并使对折的织带从第一夹紧组件的中间穿过;
7、⑤控制第二织带拉取机构将对折织带的中间折头夹住,同时控制织带推送机构后退归位;根据预设的第二移动距离,控制第二织带拉取机构带动对折的织带从第三位置运动至第四位置实现将对折织带的两个端部拉至第一夹紧组件内;对折织带拉取到位后,控制第一夹紧组件将对折织带的两个端部夹住;
8、⑥控制冲头机构的下冲头上升将扣件装入到对折织带上,控制冲头机构的上冲头下降对扣件冲压,使扣件固定在对折织带上形成闭环手提带;冲压完成后,控制冲头机构的下冲头下降归位和上冲头上升归位,同时控制手提带送出机构夹住冲压好的对折织带并往外送出。
9、通过采用本发明的技术方案,至少具有如下有益效果:1、采用将待切断的织带穿过织带压紧机构,控制扣件供给机构将扣件输送给下冲头;控制第一织带拉取机构夹住织带,并将织带拉取出固定长度;控制织带压紧机构将织带压紧;控制织带切断机构将织带切断,同时控制织带推送机构将切断的织带推出给第一夹紧组件;控制第二织带拉取机构夹住对折织带的中间折头,并将对折织带的两个端部拉至第一夹紧组件内,控制第一夹紧组件将对折织带的两个端部夹住;控制冲头机构将扣件冲压到对折织带上,并控制手提带送出机构将冲压好的对折织带往外送出;本发明整个织带的定长切断和扣件冲压过程均由程序控制对应的机构自动完成,而无需人为对织带的定长切断和扣件冲压过程进行干预,因而能够很好地提升生产效率;通过程序控制对应的机构自动执行定长切断和冲压操作,能够对产品的长短进行很好的把控,从而保证产品质量,同时也有助于降低出现工伤事故,保证操作人员安全。2、在对折织带冲压完成后,控制手提带送出机构将对折织带先送至热烫机构进行热烫,使对折织带的两个端部结合固定在一起,然后再将热烫好的闭环手提带往外送出,整个热烫过程也由程序控制对应的机构自动完成,而无需人为手动干预,能够在保证生产效率的基础上进一步提升产品质量,并且能够有效避免人员被烫伤的事故发生,确保生产安全。
技术特征:
1.一种手提织带的扣件自动冲压控制方法,其特征在于,所述控制方法包括如下步骤:
2.如权利要求1所述的一种手提织带的扣件自动冲压控制方法,其特征在于,所述步骤⑥中,所述控制手提带送出机构夹住冲压好的对折织带并往外送出具体包括:
3.如权利要求2所述的一种手提织带的扣件自动冲压控制方法,其特征在于,在控制手提带送出机构夹住冲压好的对折织带后,还控制第一夹紧组件松开对折织带的两个端部,同时控制第二织带拉取机构松开对折织带的中间折头,并控制第二织带拉取机构返回至第三位置。
4.如权利要求1所述的一种手提织带的扣件自动冲压控制方法,其特征在于,所述步骤⑤中,在控制第二织带拉取机构将对折织带的中间折头夹住后,还控制手提带送出机构前进到紧靠冲头机构的位置,并控制手提带送出机构将对折织带从上下两侧扶住。
5.如权利要求1所述的一种手提织带的扣件自动冲压控制方法,其特征在于,所述步骤⑤中,在控制第一夹紧组件将对折织带的两个端部夹住后,还控制第二织带拉取机构将对折的织带继续向外拉出预设距离,使对折的织带处于拉伸状态。
6.如权利要求1所述的一种手提织带的扣件自动冲压控制方法,其特征在于,所述步骤⑥中,在控制冲头机构的下冲头上升将扣件装入到对折织带上时,使下冲头紧靠在第一夹紧组件的织带输出侧。
7.如权利要求1所述的一种手提织带的扣件自动冲压控制方法,其特征在于,所述步骤④中,在控制第一织带拉取机构松开织带的端部后,还控制第一织带拉取机构返回至第一位置。
8.如权利要求1所述的一种手提织带的扣件自动冲压控制方法,其特征在于,所述步骤④中,在控制织带切断机构往前动作将织带切断后,还控制织带压紧机构松开压紧的织带。
9.如权利要求1所述的一种手提织带的扣件自动冲压控制方法,其特征在于,所述步骤④中,在控制织带推送机构往前动作将切断的织带从中间位置推出给第一夹紧组件后,还控制织带扶持机构的扶持夹片向两侧张开。
技术总结
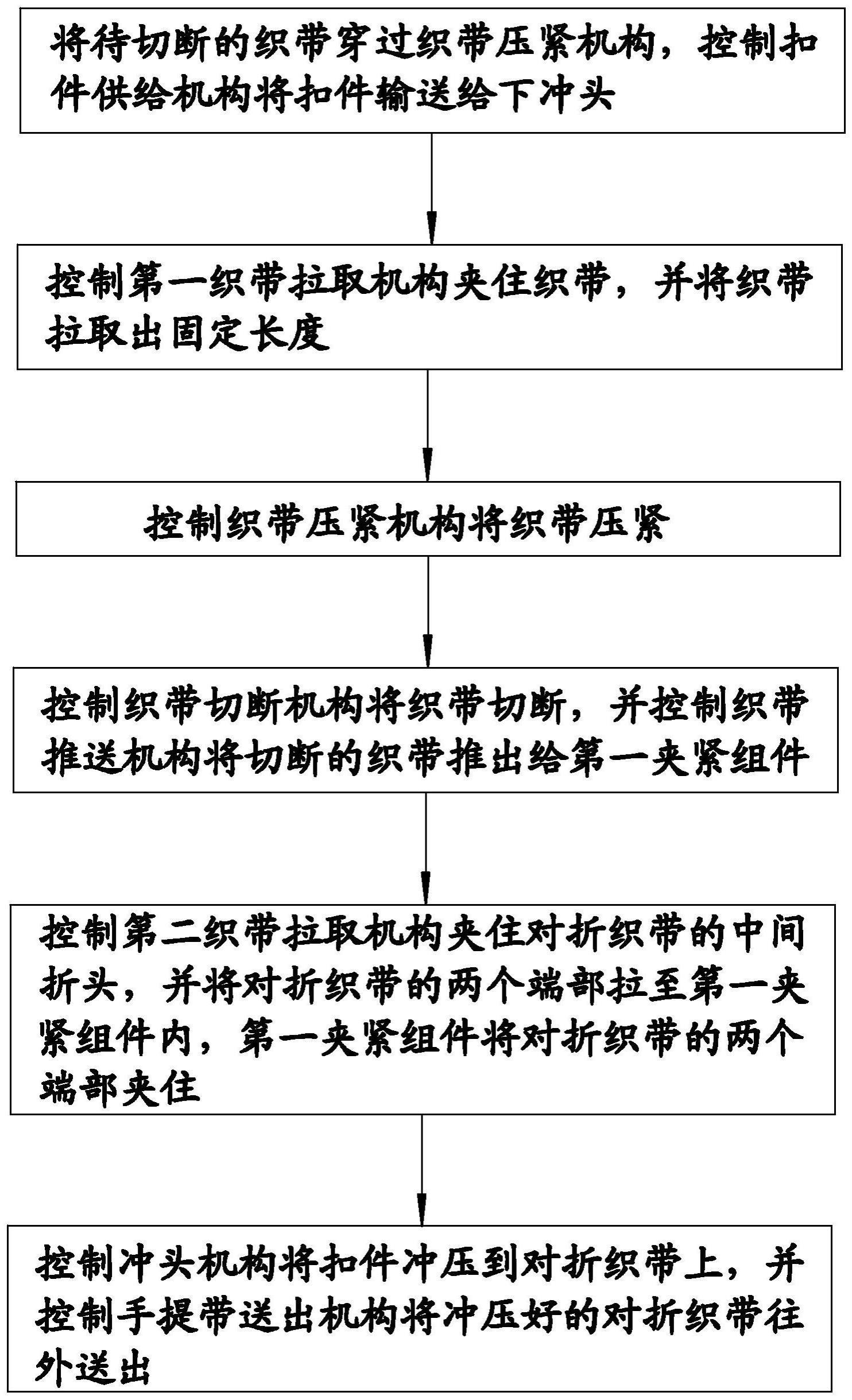
本发明提供了一种手提织带的扣件自动冲压控制方法,包括①将待切断的织带穿过织带压紧机构,控制扣件供给机构将扣件输送给下冲头;②控制第一织带拉取机构夹住织带,并将织带拉取出固定长度;③控制织带压紧机构将织带压紧;④控制织带切断机构将织带切断,同时控制织带推送机构将切断的织带推出给第一夹紧组件;⑤控制第二织带拉取机构夹住对折织带的中间折头,并将对折织带的两个端部拉至第一夹紧组件内,第一夹紧组件将对折织带的两个端部夹住;⑥控制冲头机构将扣件冲压到对折织带上,并控制手提带送出机构将冲压好的对折织带往外送出。本发明优点:能够控制对手提织带进行自动生产,提升生产效率,保证产品质量。
技术研发人员:林铭兰
受保护的技术使用者:林铭兰
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!