汽车车顶内衬总成装配工作装置的制作方法
1.本实用新型涉及汽车制造技术领域,尤其是一种汽车车顶内衬总成装配工作装置。
背景技术:
2.汽车车顶内衬总成安装在汽车车顶的内侧,覆盖整个汽车顶盖,作为汽车内饰的一个重要部件。汽车车顶内衬总成是由车顶内衬和安装在车顶内衬上的诸多子零件组成,通常利用汽车车顶内衬总成装配工作装置进行装配。目前使用一种如图1所示的汽车车顶内衬总成装配工作装置,包括有用于放置车顶内衬103的工作台101,位于工作台101下方设有用于放置待装配子零件的两排箱体102,每排箱体102沿工作台101的长度方向排列,两排箱体102相对设置并分别靠近工作台101的两外侧。在进行汽车车顶内衬总成装配工作时,操作人员需要反复弯腰将放置于箱体内的待装配子零件拿起,然后装到车顶内衬上。装配过程操作人员弯腰次数较多,完成整个产品的装配需要弯腰约10次,操作人员的劳动强度大,装配速度慢,生产效率低。
技术实现要素:
3.本实用新型所要解决的问题是提供一种汽车车顶内衬总成装配工作装置,它可以解决装配过程操作人员弯腰次数较多,操作人员的劳动强度大,装配速度慢,生产效率低的问题。
4.为了解决上述问题,本实用新型采用的技术方案是:这种汽车车顶内衬总成装配工作装置,包括有用于放置车顶内衬的工作台和用于放置待装配子零件的箱体,所述箱体沿所述工作台的长度方向排列成至少一排,所述箱体安装在位于所述工作台上方的支承架上,所述支承架安装于移动车架上。
5.上述汽车车顶内衬总成装配工作装置技术方案中,更具体的技术方案还可以是:所述移动车架具有相对设置的两个支架,所述支架的底部装有行走轮,所述支架上设有竖撑杆,在所述竖撑杆上部设有横撑杆,所述横撑杆上装有升降调节销,所述升降调节销沿竖直方向设有多个调节销孔,两根所述升降调节销相对的两个调节销孔内分别装有与所述支承架连接的第一插销。
6.进一步的,两个所述支架相对的一侧通过限位杆连接,所述限位杆装有与所述工作台连接的多个第二插销。
7.进一步的,每个所述支架底部的所述行走轮为两个,其中一个为带刹车的万向轮,一个为定向轮。
8.进一步的,所述支承架包括有架体,所述架体设置有至少一块框板,所述框板上安装一排所述箱体,所述框板的两端分别通过导向轴支座和导向轴与所述架体连接;所述架体设有分别套装于两根所述升降调节销上的滑套,所述滑套的上部设有穿装所述第一插销的插孔。
9.进一步的,所述框板的外侧向下倾斜。
10.由于采用了上述技术方案,本实用新型与现有技术相比具有如下有益效果:
11.1、本实用新型将箱体安装在位于工作台上方的支承架上,支承架安装于移动车架上。在进行汽车车顶内衬总成装配作业时,操作人员不需要弯腰取待装配子零件,降低了操作人员的劳动强度,取零件时间节省约30秒,生产效率提高。
12.2、可以将第一插销穿装在升降调节销上不同高度的调节销孔内,调整支承架的高度,从而调整放置待装配子零件的箱体高度,宜于操作人员取件。
13.3、通过限位杆将两个支架的位置限定,防止操作过程中移动,便于操作人员进行作业。
14.4、采用滑套、第一插销与升降调节销配合调节支承架的高度,结构简单,操作方便。
15.5、框板的外侧向下倾斜,使箱体随框板向下倾斜,便于取件。
附图说明
16.图1是现有汽车车顶内衬总成装配工作装置。
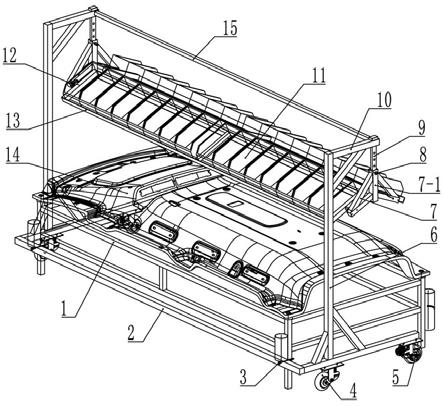
17.图2是本实用新型实施例的结构示意图。
18.图3是本实用新型实施例中升降调节销的结构示意图。
具体实施方式
19.下面结合附图实施例对本实用新型作进一步详述:
20.如图2所示的一种汽车车顶内衬总成装配工作装置,包括有用于放置车顶内衬14的工作台1和用于放置待装配子零件的两排箱体11,每排箱体11沿工作台1的长度方向排列,两排箱体11安装在位于工作台1上方的支承架7上,支承架7安装于移动车架上。
21.移动车架具有相对设置的两个支架,支架的底部装有行走轮,每个支架底部的行走轮为两个,其中一个为带刹车的万向轮5,一个为定向轮4。支架上具有竖撑杆6,在竖撑杆6上部固定有横撑杆10,两根横撑杆10之间连接有加强杆15。横撑杆10上装有升降调节销9,升降调节销9沿竖直方向设有六个调节销孔,如图3所示;两根升降调节销9相对的两个调节销孔内分别装有与支承架7连接的第一插销8,调整取件高度为1400mm,取件深度为400mm,符合人机工程。两个支架相对的一侧通过限位杆2连接,限位杆2装有与工作台1连接的两个第二插销3。支承架7包括有架体,架体相对设置有两块框板13,框板13的外侧向下倾斜,每块框板13上安装一排箱体11,箱体11随框板13向下倾斜,便于取件。框板13的两端分别通过导向轴支座12和导向轴与架体连接,架体具有分别套装于两根升降调节销9上的滑套7
‑
1,滑套7
‑
1的上部具有穿装第一插销8的插孔。
22.本实用新型将两排箱体11安装在位于工作台1上方的支承架7上,支承架7安装于移动车架上。在进行汽车车顶内衬总成装配作业时,操作人员不需要弯腰取待装配子零件,降低了操作人员的劳动强度,取零件时间节省约30秒,生产效率提高。
技术特征:
1.一种汽车车顶内衬总成装配工作装置,包括有用于放置车顶内衬(14)的工作台(1)和用于放置待装配子零件的箱体(11),所述箱体(11)沿所述工作台(1)的长度方向排列成至少一排,其特征在于:所述箱体(11)安装在位于所述工作台(1)上方的支承架(7)上,所述支承架(7)安装于移动车架上。2.根据权利要求1所述汽车车顶内衬总成装配工作装置,其特征在于:所述移动车架具有相对设置的两个支架,所述支架的底部装有行走轮,所述支架上设有竖撑杆(6),在所述竖撑杆(6)上部设有横撑杆(10),所述横撑杆(10)上装有升降调节销(9),所述升降调节销(9)沿竖直方向设有多个调节销孔,两根所述升降调节销(9)相对的两个调节销孔内分别装有与所述支承架(7)连接的第一插销(8)。3.根据权利要求2所述汽车车顶内衬总成装配工作装置,其特征在于:两个所述支架相对的一侧通过限位杆(2)连接,所述限位杆(2)装有与所述工作台(1)连接的多个第二插销(3)。4.根据权利要求2或3所述汽车车顶内衬总成装配工作装置,其特征在于:每个所述支架底部的所述行走轮为两个,其中一个为带刹车的万向轮(5),一个为定向轮(4)。5.根据权利要求2或3所述汽车车顶内衬总成装配工作装置,其特征在于:所述支承架(7)包括有架体,所述架体设置有至少一块框板(13),所述框板(13)上安装一排所述箱体(11),所述框板(13)的两端分别通过导向轴支座(12)和导向轴与所述架体连接;所述架体设有分别套装于两根所述升降调节销(9)上的滑套(7
‑
1),所述滑套(7
‑
1)的上部设有穿装所述第一插销(8)的插孔。6.根据权利要求4所述汽车车顶内衬总成装配工作装置,其特征在于:所述支承架(7)包括有架体,所述架体设置有至少一块框板(13),所述框板(13)上安装一排所述箱体(11),所述框板(13)的两端分别通过导向轴支座(12)和导向轴与所述架体连接;所述架体设有分别套装于两根所述升降调节销(9)上的滑套(7
‑
1),所述滑套(7
‑
1)的上部设有穿装所述第一插销(8)的插孔。7.根据权利要求5所述汽车车顶内衬总成装配工作装置,其特征在于:所述框板(13)的外侧向下倾斜。8.根据权利要求6所述汽车车顶内衬总成装配工作装置,其特征在于:所述框板(13)的外侧向下倾斜。
技术总结
本实用新型公开了一种汽车车顶内衬总成装配工作装置,涉及汽车制造技术领域,包括有用于放置车顶内衬的工作台和用于放置待装配子零件的箱体,所述箱体沿所述工作台的长度方向排列成至少一排,所述箱体安装在位于所述工作台上方的支承架上,所述支承架安装于移动车架上。与现有技术相比,本实用新型将箱体安装在位于工作台上方的支承架上,支承架安装于移动车架上。在进行汽车车顶内衬总成装配作业时,操作人员不需要弯腰取待装配子零件,降低了操作人员的劳动强度,取零件时间节省约30秒,生产效率提高。生产效率提高。生产效率提高。
技术研发人员:何登 蒋兆文 韦文武 黄国华 武海刚 莫佳器
受保护的技术使用者:广西方鑫技术有限公司
技术研发日:2021.01.07
技术公布日:2021/10/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1