一种产品定位机构的制作方法
1.本实用新型涉及定位装置技术领域,特别涉及一种产品定位机构。
背景技术:
2.如图8所示的产品装配完成后,需要对其进行测试以保证出厂质量。测试时产品需要先固定放置在指定位置处,然后按下产品上的按钮55,产品伸出部54能够伸出,测试装置对伸出部54完全伸出所需的开启时间进行检测。因此,有必要设计一种产品定位机构,能够快速准确的对产品进行定位,以此提高产品检测效率。
技术实现要素:
3.本实用新型的目的在于针对现有技术中的上述缺陷,提供一种产品定位机构,能够快速准确的对产品进行定位和固定。
4.为实现上述实用新型目的,本实用新型采用了如下技术方案:一种产品定位机构,包括工装板,其还包括固定在所述工装板上的第一定位块、第二定位块以及分别设置在所述第一定位块和所述第二定位块处的第一顶面压紧组件和第二顶面压紧组件,所述第一定位块和所述第二定位块共同配合定位产品,所述第一顶面压紧组件和所述第二顶面压紧组件均包括第一定位气缸、压板和抵压件,所述压板与所述第一定位气缸相连,所述抵压件固定穿设在所述压板上且与所述产品相抵接。
5.此外,本实用新型还提出如下附属技术方案:所述第一定位块开设有配合所述产品尾部的第一凹槽,所述第二定位块开设有配合所述产品中部的第二凹槽。
6.所述第一顶面压紧组件的第一定位气缸固定在所述第一凹槽一侧,所述第二顶面压紧组件的第一定位气缸固定在所述第二凹槽一侧。
7.所述压板一端与所述第一定位气缸相连,另一端延伸至所述第一凹槽和/或第二凹槽上方。
8.所述第一顶面压紧组件的所述抵压件数量为一个,且与所述尾部的端面相抵接。
9.所述第二顶面压紧组件的所述抵压件数量为两个,且分别与所述中部两侧的端面相抵接。
10.所述抵压件为塑料螺栓,且所述抵压件的头部朝下。
11.所述产品定位机构还包括位于所述第二定位块两侧用于压紧所述产品侧面的侧面压紧组件。
12.所述侧面压紧组件包括压块和推动所述压块的第二定位气缸,所述压块与所述产品的侧面相抵接。
13.所述第一定位气缸为旋转下压气缸。
14.相比于现有技术,本实用新型的优点在于:
15.1.本实用新型产品定位机构设置有定位产品的定位块和固定产品的顶面压紧组件,能够快速准确的对产品进行定位和固定;
16.2.本实用新型产品定位机构还设有对产品侧面进行压紧的侧面压紧组件,进一步提高了产品定位精度;
17.3.本实用新型产品定位机构设有可旋转的第一定位气缸和与第一定位气缸相连的压板,压板能够转离定位块上方,方便产品装入和取出;
18.4.本实用新型产品定位机构的定位块设有对称的定位凹槽,能够同时对两对称产品进行定位,提高后续的检测效率。
附图说明
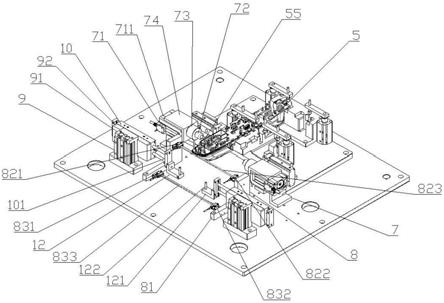
19.图1是产品检测装置的结构示意图。
20.图2是产品与产品检测装置的安装示意图。
21.图3是产品检测装置的俯视图。
22.图4是图3产品检测装置a处的局部放大图。
23.图5是本实用新型产品定位机构的结构示意图。
24.图6是产品的结构示意图。
25.图7是图6产品b处的局部放大图。
26.图8是与图6对称的另一产品的结构示意图。
具体实施方式
27.以下结合较佳实施例及其附图对本实用新型技术方案作进一步非限制性的详细说明。
28.如图1所示,本实施例提供一种产品检测装置,包括定位机构100、开启时间检测机构200以及拉动机构300。上述机构均可由控制器(图未示)控制,控制器控制机构自动运行为自动化领域惯用手段,内部具体连接关系本实用新型不再赘述。
29.进一步参照图1和图5,定位机构100包括工装板1、固定在工装板1上的第一定位块2、第二定位块3以及分别设置在第一定位块2和第二定位块3处的第一顶面压紧组件4和第二顶面压紧组件4'。第一定位块2和第二定位块3共同配合定位产品5,并通过第一顶面压紧组件4和第二顶面压紧组件4'抵紧。
30.第一定位块2开设有配合产品5尾部51外轮廓的第一凹槽21,第二定位块3开设有配合产品5中部52外轮廓的第二凹槽31,第一凹槽21和第二凹槽31共同配合定位产品5的尾部51和中部52。优选的,第一凹槽21和第二凹槽31数量为两个且对称的开设在第一定位块2和第二定位块3上,第一顶面压紧组件4和第二顶面压紧组件4'对称的设置在第一定位块2和第二定位块3两侧,方便定位机构100能够同时对两个对称的产品5进行定位和固定,提高后续的检测效率。
31.第一顶面压紧组件4和第二顶面压紧组件4'均包括第一定位气缸41、与第一定位气缸41相连的压板42和固定穿设在压板42上的抵压件43,抵压件43与产品5相抵接。具体的,第一顶面压紧组件4的第一定位气缸41位于第一凹槽21一侧,第二顶面压紧组件4'的第一定位气缸41位于第二凹槽31一侧,第一定位气缸41优选为旋转下压气缸,使得压板42能够下压的同时还能绕着第一定位气缸41转动,方便放置产品5。压板42一端与第一定位气缸41相连,另一端延伸至第一凹槽21和/或第二凹槽31上方。第一顶面压紧组件4的抵压件43
数量为一个,且与尾部51的端面相抵接。第二顶面压紧组件4'的抵压件43数量为两个,且分别与中部52两侧的端面相抵接。优选的,抵压件43采用塑料螺栓,确保与产品5抵接时不会对产品5表面造成损伤。抵压件43的头部431朝下设置,杆部432与压板42螺纹连接,采用头部431与产品5相抵接,增大了抵接面积,产品5能够更稳固的定位在定位块上。
32.定位机构100还包括固定在第二定位块两侧用于压紧产品5侧面的侧面压紧组件6,侧面压紧组件6包括固定在工装板1上的第二定位气缸61和与第二定位气缸61相连的压块62。第二定位气缸61优选为双杆气缸,第二定位气缸61包括与气缸活塞杆相连的前板611,压块62固定在前板611上。当侧面压紧组件6对产品5压紧时,第二定位气缸61推动压块62,压块62抵接在产品5的侧面,能够进一步地对产品5进行精确定位。
33.进一步参照图3至图7,定位机构100还包括安装在第二定位块3上用于检测产品侧面螺丝57的检测传感器11,检测传感器11具体为接近传感器,检测传感器11与产品检测装置的控制器连接。第二凹槽31开设有容纳检测传感器11的安装台面32,检测传感器11固定在安装台面32上且其感应端111与螺丝57相对应匹配。当产品5定位固定后,检测传感器11能够检测到产品5的螺丝57,从而将信号发送至控制器,进行下一步工序。当产品5未安装螺丝57时,检测传感器11无法检测到螺丝57,从而无法输出信号进行下一步工序。
34.本实用新型产品定位机构使用时,先将产品5的尾部51和中部52对应放置在第一定位块2和第二定位块3内,第一定位块2和第二定位块3对产品5进行定位,再将第一定位气缸41上的压板42转到产品5上方,驱动第一定位气缸41将压板42下压,使抵压件43抵接在产品5的中部52两侧的端面以及尾部51端面位置;第二定位气缸61推动压块62抵压产品5的侧面,进一步地对产品精确定位和固定。产品定位完成后,检测传感器11正好对应在能够检测产品5的螺丝57位置,使其能够检测到螺丝57,从而发出信号至控制器进行后续工序;当检测传感器11未检测到螺丝57时,后续工序将无法继续进行,操作人员可以察觉并将产品5取下重新安装螺丝57。
35.进一步参照图2和图8,产品5包括能够伸出中部52的伸出部54和设置在中部52处的按钮55,伸出部54设有展开外壳56,按动按钮55可以控制伸出部54的伸出和展开外壳56展开。开启时间检测机构200固定在台面板400上,其包括按压组件7和对射组件8。按压组件7用于按压按钮55且对称设置在第二定位板3两侧的前端,方便同时控制两个产品5的伸出部54伸出;对射组件8用于检测伸出部54伸出及展开所需的开启时间。
36.按压组件7包括推杆模组71、按压头72和力传感器73,推杆模组71设有可移动的推板711,推杆模组71具体为市面上常用的伺服型直线平台推杆模组,自带伺服电机,本实用新型不再赘述。力传感器73通过力传感器安装板74固定安装在推板711上。按压头72固定在力传感器73上,且对应设置在按钮55侧。推杆模组71推动按压头72按压按钮55,力传感器73能够监测按压头72与按钮55间的压力,按压按钮55时能够有效避免推杆模组71施力过大,造成按钮55损坏。
37.对射组件8设置在按压组件7前端,其包括固定在台面板400上的固定板81、安装在固定板81上的第一对射传感器82和第二对射传感器83,固定板81为“l”型固定板,固定板81数量为两块且分别位于第二定位块3两侧的前端,第一对射传感器82和第二对射传感器83相隔一定距离设置。第一对射传感器82的第一发射端821和第一接收端822分别通过传感器安装板对应设置在两块固定板81上,第二对射传感器83的第二发射端831和第二接收端832
分别通过传感器安装板对应设置在固定板81上。第一发射端821和第一接收端822连成的第一对射线823与伸出部54收缩状态位置的伸出端部541相平齐,第二发射端831和第二接收端832连成的第二对射线833与展开外壳56完全展开后的展开端面561相平齐。由于固定板81设置在第二定位板3前端两侧,并排放置的两个产品5均能够穿过对射线,使得开启时间检测机构200能够同时检测两个产品5伸出部54的开启时间。
38.当按压组件7按压按钮55后伸出部54开设伸出及展开,伸出部54伸出时先经过第一对射线823,同时第一对射传感器82输出一个信号至控制器;位于伸出部54上的展开外壳56也相应展开,待伸出部54完全伸出时,伸出部54位于第二对射线833上方,展开外壳56经过第二对射线833,第二对射传感器83输出另一个信号至控制器,第一对射传感器82和第二对射传感器83共同配合,根据两个信号的间隔时间,从而检测伸出部54完全伸出及展开所需的启动时间。
39.进一步地,产品5还包括弹片53,弹片53可摆动的安装在伸出部54上,拉动机构300用于检测弹片53是否能被拉到所需的目标位置。拉动机构300包括竖直设置在台面板400上的第一拉动气缸9、水平设置在第一拉动气缸9上的第二拉动气缸10以及设置在第二拉动气缸10上的拉杆组件12。第一拉动气缸9优选为滑台气缸,第一拉动气缸9的滑台91上设有用于固定第二拉动气缸10的气缸固定板92。第二拉动气缸10优选为双联气缸,拉杆组件12固定在第二拉动气缸10的导块101上。拉杆组件12包括连接支架121以及固定在连接支架121上沿竖直方向固定穿设在连接支架121内的拉杆122。伸出部54完全伸出时,拉杆122位于伸出部54完全伸出时的下方位置。拉动机构300对称的设置在定位机构100前端两侧,且分别用来拉动定位在定位机构100上相对称的两个产品5的弹片53。
40.在拉动机构300工作前,产品5的伸出部54先通过开启时间检测机构200控制伸出。当拉动机构300工作时,拉杆122在第二拉动气缸10的驱动下,朝着伸出部54方向水平移动,当移动到伸出部54与弹片58之间时,第二拉动气缸10停止移动,此时第一拉动气缸9驱动拉杆122竖直向上移动,当拉杆122到达能够拉动弹片53位置时,停止上升;第二拉动气缸10开始退回,并通过拉杆122拉动弹片58到达所需目标位置,然后放开,弹片53开始复位,辅助检测机构(图未示)能够检测弹片53的功能性。辅助检测机构具体为ccd检测机构,ccd检测为本领域惯用检测手段,本实用新型不再赘述,通过ccd检测机构能够检测弹片58是否可以拉到位,以及拉到位后的回弹。
41.本实用新型的有益效果是:1.本实用新型产品定位机构设置有定位产品的定位块和固定产品的顶面压紧组件,能够快速准确的对产品进行定位和固定;
42.2.本实用新型产品定位机构还设有对产品侧面进行压紧的侧面压紧组件,进一步提高了产品定位精度;
43.3.本实用新型产品定位机构设有可旋转的第一定位气缸和与第一定位气缸相连的压板,压板能够转离定位块上方,方便产品装入和取出;
44.4.本实用新型产品定位机构的定位块设有并排的两个定位凹槽,能够同时对两个产品进行定位,提高后续的检测效率。
45.需要指出的是,上述较佳实施例仅为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实
用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1