一种大齿轮装配定位装置的制作方法
1.本实用新型属于齿轮与轴装配定位领域,具体涉及一种大齿轮装配定位装置。
背景技术:
2.齿轮箱是高速动车产品关键技术之一,为了验证齿轮箱的性能,在批量生产之前需要完成特定的试验。为了节约成本,可以使用试验车轴完成相关试验,同时大齿轮需要结合特制的装配定位装置装配到试验车轴上。大齿轮安装是否到位,直接影响到齿轮传动是否平稳、受力是否均匀,轴向位置的超差对轴承的寿命、轴承润滑和两侧迷宫式密封的效果等都有很大的影响。因此为了保证大齿轮相对试验车轴的装配精度,合理的装配定位装置就显得尤为重要。
3.现有的装配定位装置主要适用于大批量生产,但制造周期长,费用贵,而试验齿轮箱数量少,在保证装配精度的条件下,成本和制造周期是考虑的首要因素。
技术实现要素:
4.为解决现有的装配定位装置生产周期长,造价高的问题,本实用新型提供了一种大齿轮装配定位装置,本实用新型的装配定位装置操作简单、便于携带、装配精度高、制造周期短,而且制造成本低。
5.为实现上述目的,本实用新型所采用的技术方案为:一种大齿轮装配定位装置,其特征在于:包括试验车轴和大齿轮,试验车轴穿过定位套筒,定位套筒内孔底部台阶面与试验车轴相应位置轴肩接触,实现试验车轴和定位套筒的轴向定位,定位套筒上方设置压紧块,压紧块的内孔加工有内螺纹,与试验车轴相应位置的外螺纹一起实现定位套筒的轴向压紧;
6.所述大齿轮放置在支撑套筒内孔顶部台阶面上,支撑套筒的圆周方向设置有多个限位尼龙螺栓和尼龙螺母,用于装配过程中对试验车轴进行径向限位,试验车轴穿过大齿轮的内孔至定位套筒的底部定位面与大齿轮内毂定位面接触。
7.进一步的,所述试验车轴的顶部端面可拆卸连接有轴吊耳。
8.进一步的,所述定位套筒的外侧设置有套筒吊耳。
9.本实用新型与现有技术相比,具有以下有益效果:本实用新型利用定位套筒和压紧块以及支撑套筒对试验车轴和大齿轮的相对位置进行定位,整体结构简单,操作方便,能够快速完成大齿轮与车轴装配定位。
附图说明
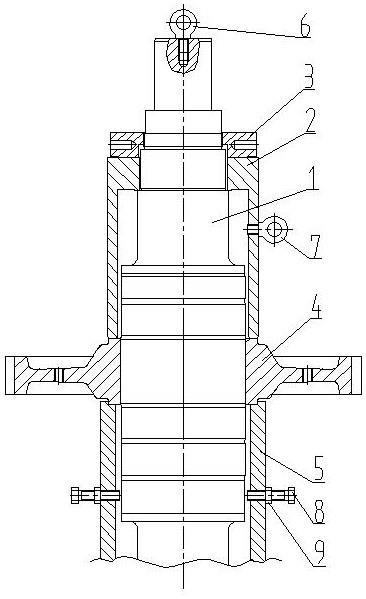
10.图1为本实用新型的整体结构示意图。
11.图中,1为试验车轴、2为定位套筒、3为压紧块、4为大齿轮、5为支撑套筒、6为轴吊耳、7为套筒吊耳、8为限位尼龙螺栓、9为尼龙螺母。
具体实施方式
12.为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
13.如图1所示,一种大齿轮装配定位装置,主要结构包括:试验车轴1、定位套筒2、压紧块3、大齿轮4、支撑套筒5、、限位尼龙螺栓8和尼龙螺母9。试验车轴1的局部轴面加工有外螺纹,定位套筒2内孔底部加工有台阶面,与试验车轴1相应位置轴肩接触,从而实现试验车轴1和定位套筒2的轴向定位。压紧块3内孔加工有内螺纹,与试验车轴1相应位置外螺纹一起实现定位套筒2的轴向压紧。
14.所述大齿轮4放置在支撑套筒5内孔顶部台阶面上;所述限位尼龙螺栓8和尼龙螺母9用于装配过程中对试验车轴1进行径向限位。
15.为了方便吊装,在试验车轴1端部加工有起吊螺纹孔,吊装时,在起吊螺纹孔内安装轴吊耳,吊装完成后,拆除轴吊耳6,不影响试验车轴的使用。另外定位套筒2的外侧设置有套筒吊耳,用于定位套筒7的吊装。
16.上面对整个装置的结构进行了描述,为了更加方便理解本工装的作用,下面对本装置的使用过程进行简要的描述。
17.首先,通过轴吊耳6将试验车轴1穿进定位套筒2内,定位套筒2内孔底部台阶面与试验车轴1相应位置轴肩接触,完成试验车轴1和定位套筒(2)的轴向定位。压紧块3圆周表面加工有底孔,通过螺纹联接,借助外部加长杆,对定位套筒2实现轴向压紧,确保定位套筒2与试验车轴1限位位置紧密贴合。
18.然后根据车轴直径,调整支撑套筒5上限位尼龙螺栓8和尼龙螺母9至合适位置,加热大齿轮4至指定温度范围,然后放置在支撑套筒5内孔顶部台阶面上。
19.通过轴吊耳6,将组装在一起的试验车轴1、定位套筒2和压紧块3,穿进大齿轮4内孔内,直至定位套筒2底部定位面与大齿轮4内毂定位面接触,并通过自重,实现大齿轮4与试验车轴1冷却抱紧过程中,定位套筒2与大齿轮4紧密贴合。
20.待大齿轮4与试验车轴1完全抱紧后,将整个装置拆除,最终实现大齿轮4与试验车轴1的装配精度要求。
21.本实用新型主要应用于热装大齿轮时,对试验车轴1和大齿轮4的相对位置进行定位,操作方便,定位装置结构简单且制造费用低。
22.所述上面结合附图对本实用新型的实施例作了详细说明,但是本实用新型并不限于上述实施例,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下作出各种变化。
技术特征:
1.一种大齿轮装配定位装置,其特征在于:包括试验车轴(1)和大齿轮(4),试验车轴(1)穿过定位套筒(2),定位套筒(2)内孔底部台阶面与试验车轴(1)相应位置轴肩接触,实现试验车轴(1)和定位套筒(2)的轴向定位,定位套筒(2)上方设置压紧块(3),压紧块(3)的内孔加工有内螺纹,与试验车轴(1)相应位置的外螺纹一起实现定位套筒(2)的轴向压紧;所述大齿轮(4)放置在支撑套筒(5)内孔顶部台阶面上,支撑套筒(5)的圆周方向设置有多个限位尼龙螺栓(8)和尼龙螺母(9),用于装配过程中对试验车轴(1)进行径向限位,试验车轴(1)穿过大齿轮(4)的内孔至定位套筒(2)的底部定位面与大齿轮(4)内毂定位面接触。2.根据权利要求1所述的一种大齿轮装配定位装置,其特征在于:所述试验车轴(1)的顶部端面可拆卸连接有轴吊耳(6)。3.根据权利要求1所述的一种大齿轮装配定位装置,其特征在于:所述定位套筒(2)的外侧设置有套筒吊耳(7)。
技术总结
本实用新型属于齿轮与轴装配定位领域,具体涉及一种大齿轮装配定位装置,现有的装配定位装置生产周期长,造价高的问题,采用的技术方案:包括试验车轴和大齿轮,试验车轴穿过定位套筒,定位套筒内孔底部台阶面与试验车轴相应位置轴肩接触,定位套筒上方设置压紧块,压紧块的内孔加工有内螺纹,与试验车轴相应位置的外螺纹一起实现定位套筒的轴向压紧,大齿轮放置在支撑套筒内孔顶部台阶面上,支撑套筒的圆周方向设置有多个限位尼龙螺栓和尼龙螺母,用于装配过程中对试验车轴进行径向限位,本实用新型主要应用于热装大齿轮时,对试验车轴和大齿轮的相对位置进行定位,操作方便,定位装置结构简单且制造费用低。置结构简单且制造费用低。置结构简单且制造费用低。
技术研发人员:常星 杨亮 冯柳
受保护的技术使用者:智道铁路设备有限公司
技术研发日:2021.03.29
技术公布日:2021/11/9
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1