一种滤清器调压阀快速装配装置的制作方法
1.本实用新型属于滤清器加工领域,具体涉及一种滤清器调压阀快速装配装置。
背景技术:
2.如图1所示,滤清器一般包括滤罐1和虑座2,虑座2上通过螺纹配合一调节阀3,其中,虑座2与调节阀3的螺纹配合,传统的方式是手工利用拧紧工具进行拧紧,由于调节阀3为长条形,虑座2为不规则形状,操作起来非常费劲,而且效率也不高。
技术实现要素:
3.为了弥补现有技术的不足,本实用新型提供一种滤清器调压阀快速装配装置的技术方案。
4.所述的一种滤清器调压阀快速装配装置,其特征在于包括
5.下定位旋转机构,所述下定位旋转机构包括用以安装定位调节阀的下模座和用以驱动下模座旋转的旋转驱动组件,所述下模座具有与调节阀形状匹配的下模腔,当旋转驱动组件带动下模座旋转时,下模座同样能够带动调节阀旋转;
6.上定位下压机构,所述上定位下压机构位于下定位旋转机构上端,其包括用以容置虑座的上模座、用以夹紧上模座的夹紧驱动器及用以驱动上模座升降的升降驱动组件,所述上模座具有与虑座形状匹配的上模腔;以及
7.工作台,所述工作台用以安装下定位旋转机构和上定位下压机构。
8.所述的一种滤清器调压阀快速装配装置,其特征在于所述旋转驱动组件包括用以与下模座配合安装并对下模座进行支撑的旋转底盘、用以对旋转底盘进行支撑安装并与工作台转动安装的旋转轴、用以与旋转轴传动配合的齿轮组及用以带动齿轮组工作的旋转电机。
9.所述的一种滤清器调压阀快速装配装置,其特征在于所述齿轮组包括套接于旋转轴上的第一齿轮和与第一齿轮啮合传动并与旋转电机传动安装的第二齿轮。
10.所述的一种滤清器调压阀快速装配装置,其特征在于所述夹紧驱动器为配合安装于上模座侧面的夹紧气缸。
11.所述的一种滤清器调压阀快速装配装置,其特征在于所述升降驱动组件包括推杆机构和升降滑板,所述升降滑板与工作台上下滑动配合,所述上模座与升降滑板配合安装,所述推杆机构的输出轴与升降滑板配合安装,推杆机构用以驱动升降滑板连同上模座一起升降。
12.所述的一种滤清器调压阀快速装配装置,其特征在于所述工作台上配合安装若干滑杆,所述滑杆上端配合安装顶板,所述推杆机构与顶板配合安装,所述升降滑板与所述若干滑杆滑动配合。
13.所述的一种滤清器调压阀快速装配装置,其特征在于所述推杆机构为气缸。
14.所述的一种滤清器调压阀快速装配装置,其特征在于所述工作台上设置电气箱,
所述电气箱位于上定位下压机构后侧。
15.所述的一种滤清器调压阀快速装配装置,其特征在于所述电气箱的前侧设置外罩,外罩上设置触摸屏。
16.与现有技术相比,本实用新型通过下定位旋转机构带动调节阀旋转,通过上定位下压机构带动虑座下压,使调节阀和虑座能够快速完成螺纹配合,高效、省力。
附图说明
17.图1为通过本实用新型装配的滤清器结构示意图;
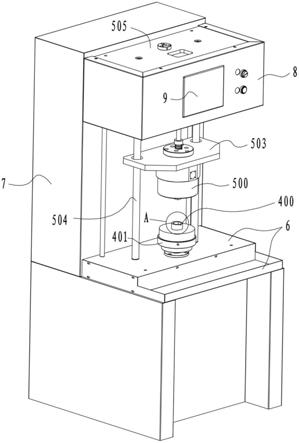
18.图2为本实用新型结构示意图之一;
19.图3为图2中a处放大图;
20.图4为本实用新型结构示意图之二;
21.图5为本实用新型结构示意图之三;
22.图6为本实用新型结构示意图之四;
23.图7为本实用新型中上模座结构示意图。
具体实施方式
24.下面结合附图对本实用新型作进一步说明。
25.如图所示,一种滤清器调压阀快速装配装置,包括
26.下定位旋转机构,所述下定位旋转机构包括用以安装定位调节阀3的下模座400和用以驱动下模座400旋转的旋转驱动组件,所述下模座400具有与调节阀3形状匹配的下模腔4000,当旋转驱动组件带动下模座400旋转时,下模座400同样能够带动调节阀3旋转;
27.上定位下压机构,所述上定位下压机构位于下定位旋转机构上端,其包括用以容置虑座2的上模座500、用以夹紧上模座500的夹紧驱动器501及用以驱动上模座升降的升降驱动组件,所述上模座500具有与虑座2形状匹配的上模腔500;以及
28.工作台6,所述工作台6用以安装下定位旋转机构和上定位下压机构。
29.作为优化:所述旋转驱动组件包括用以与下模座400配合安装并对下模座400进行支撑的旋转底盘401、用以对旋转底盘401进行支撑安装并与工作台6转动安装的旋转轴402、用以与旋转轴402传动配合的齿轮组及用以带动齿轮组工作的旋转电机403。其中,所述齿轮组包括套接于旋转轴402上的第一齿轮405和与第一齿轮405啮合传动并与旋转电机403传动安装的第二齿轮404。
30.在一些实施例中,所述齿轮组也可以由伞齿传动结构或蜗轮蜗杆传动结构替代。
31.作为优化,所述夹紧驱动器501为配合安装于上模座500侧面的夹紧气缸,其中,所述上模座500的侧部开设用以供夹紧气缸的输出轴伸入上模座500内夹紧虑座2的开口。
32.在一些实施例中,所述夹紧驱动器501也可以采用夹紧电缸或夹紧油缸。
33.作为优化,所述升降驱动组件包括推杆机构502和升降滑板503,所述升降滑板503与工作台6上下滑动配合,所述上模座500与升降滑板503配合安装,所述推杆机构502的输出轴与升降滑板503配合安装,推杆机构502用以驱动升降滑板503连同上模座500一起升降。
34.进一步地,所述工作台6上配合安装若干滑杆504,所述滑杆504上端配合安装顶板
505,所述推杆机构502与顶板505配合安装,所述升降滑板503与所述若干滑杆504滑动配合。具体地,所述顶板505的下端通过设置的螺杆结构连接支撑板,所述推杆机构502正是安装于支撑板上。
35.进一步地,所述推杆机构502为气缸。此外,所述推杆机构502也可以采用电缸或油缸。
36.作为优化,所述工作台6上设置电气箱7,所述电气箱7位于上定位下压机构后侧。
37.进一步地,所述电气箱7的前侧设置外罩8,外罩8上设置触摸屏9。
38.工作时,先将虑座2装入上模座500的上模腔5000内,利用夹紧气缸夹紧虑座2,然后将调节阀3安放在下模座400的下模腔4000内,接下来推杆机构502带动升降滑板503连同上模座500一起下移,使上模座500内的虑座2与调节阀3对接,之后旋转驱动组件再带动下模座400旋转,虑座2在推杆机构502的作用下一边下移,一边与调节阀3完成螺纹连接。
39.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
技术特征:
1.一种滤清器调压阀快速装配装置,其特征在于包括下定位旋转机构,所述下定位旋转机构包括用以安装定位调节阀(3)的下模座(400)和用以驱动下模座(400)旋转的旋转驱动组件,所述下模座(400)具有与调节阀(3)形状匹配的下模腔(4000),当旋转驱动组件带动下模座(400)旋转时,下模座(400)同样能够带动调节阀(3)旋转;上定位下压机构,所述上定位下压机构位于下定位旋转机构上端,其包括用以容置虑座(2)的上模座(500)、用以夹紧上模座(500)的夹紧驱动器(501)及用以驱动上模座升降的升降驱动组件,所述上模座(500)具有与虑座(2)形状匹配的上模腔(500);以及工作台(6),所述工作台(6)用以安装下定位旋转机构和上定位下压机构。2.根据权利要求1所述的一种滤清器调压阀快速装配装置,其特征在于所述旋转驱动组件包括用以与下模座(400)配合安装并对下模座(400)进行支撑的旋转底盘(401)、用以对旋转底盘(401)进行支撑安装并与工作台(6)转动安装的旋转轴(402)、用以与旋转轴(402)传动配合的齿轮组及用以带动齿轮组工作的旋转电机(403)。3.根据权利要求2所述的一种滤清器调压阀快速装配装置,其特征在于所述齿轮组包括套接于旋转轴(402)上的第一齿轮(405)和与第一齿轮(405)啮合传动并与旋转电机(403)传动安装的第二齿轮(404)。4.根据权利要求1所述的一种滤清器调压阀快速装配装置,其特征在于所述夹紧驱动器(501)为配合安装于上模座(500)侧面的夹紧气缸。5.根据权利要求1所述的一种滤清器调压阀快速装配装置,其特征在于所述升降驱动组件包括推杆机构(502)和升降滑板(503),所述升降滑板(503)与工作台(6)上下滑动配合,所述上模座(500)与升降滑板(503)配合安装,所述推杆机构(502)的输出轴与升降滑板(503)配合安装,推杆机构(502)用以驱动升降滑板(503)连同上模座(500)一起升降。6.根据权利要求5所述的一种滤清器调压阀快速装配装置,其特征在于所述工作台(6)上配合安装若干滑杆(504),所述滑杆(504)上端配合安装顶板(505),所述推杆机构(502)与顶板(505)配合安装,所述升降滑板(503)与所述若干滑杆(504)滑动配合。7.根据权利要求5所述的一种滤清器调压阀快速装配装置,其特征在于所述推杆机构(502)为气缸。8.根据权利要求1所述的一种滤清器调压阀快速装配装置,其特征在于所述工作台(6)上设置电气箱(7),所述电气箱(7)位于上定位下压机构后侧。9.根据权利要求8所述的一种滤清器调压阀快速装配装置,其特征在于所述电气箱(7)的前侧设置外罩(8),外罩(8)上设置触摸屏(9)。
技术总结
本实用新型属于滤清器加工领域,具体涉及一种滤清器调压阀快速装配装置,包括下定位旋转机构、上定位下压机构及工作台,所述下定位旋转机构包括下模座和旋转驱动组件,当旋转驱动组件带动下模座旋转时,下模座同样能够带动调节阀旋转,所述上定位下压机构位于下定位旋转机构上端,其包括上模座、夹紧驱动器及升降驱动组件,所述上模座具有与虑座形状匹配的上模腔,所述工作台用以安装下定位旋转机构和上定位下压机构。本实用新型通过下定位旋转机构带动调节阀旋转,通过上定位下压机构带动虑座下压,使调节阀和虑座能够快速完成螺纹配合,高效、省力。省力。省力。
技术研发人员:何国正 郭辉 金文华
受保护的技术使用者:临海市江南内燃机附件厂
技术研发日:2021.04.19
技术公布日:2022/1/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1