CFP压合工装的制作方法
cfp压合工装
技术领域
1.本实用新型涉及手动压合工装技术领域,尤其是一种cfp压合工装。
背景技术:
2.目前,行业中生产直流接触器时,在组装完模块后,还需要将模块和工装进行压合。由于组装后的模块表面平整度不一致,因此为了保证模块的一致性,需要对模块表面的平整度进行规整。
技术实现要素:
3.本申请人针对上述现有生产技术中的缺点,提供一种结构合理的cfp压合工装,不仅改善了模块表面平整度的问题,同时不影响模块的配合精度。
4.本实用新型所采用的技术方案如下:
5.一种cfp压合工装,包括底板,所述底板上安装有底座,底座一端铰接有上盖,上盖背离铰接端的一端贯穿有螺旋杆;在上盖背离铰接端的一端下方设有支撑台;在底座侧边还设有锁扣,
6.所述底座内凹设置,待加工模块置于内凹位置,
7.所述锁扣呈“u”形,锁扣的敞口一端夹持在底座边缘处,且绕夹持点转动设置。
8.作为上述技术方案的进一步改进:
9.所述底座包括与底板平贴固连的座板、位于座板其中一条棱边两端的铰接块、位于铰接块所在棱边的对边两端的定位块,所述锁扣与定位块之间铰接。
10.所述底座的内凹位置呈台阶状设置,台阶靠近定位块一侧。
11.所述底座的长度小于上盖的长度,支撑台位于底座背离上盖铰接端、且位于上盖摆动端的正下方。
12.所述上盖的摆动端尺寸大于上盖的铰接端尺寸,在上盖的摆动端中心位置设置有用于容纳螺杆的通孔。
13.所述支撑台对应通孔的正下方设有与螺杆相适配的螺孔。
14.所述上盖的中间两侧向外对称延伸出凸块,锁扣转动过程中有扣住凸块和松脱凸块两种状态。
15.所述螺杆分为用于匹配螺孔的螺纹段、垂直于螺纹段的施力段。
16.底座、支撑台与底板之间采用螺纹紧固件固定相连。
17.本实用新型的有益效果如下:
18.本实用新型结构紧凑、合理,操作方便,通过分别限位模块的两个侧面来限位模块自身。模块被限位的宽度尺寸在一致性较好,而模块上其他变化较大的部分均不设置限位,因此工装不需要因为模块制作过程中产生的宽度尺寸变动做调整,扩大了适用范围;
19.本实用新型的工装采用铝材料制作,工装自身强度足够,因此使用工装时不需要做多余辅件来固定工装底座在宽度方向的相对位置,能够通过工装的自身强度来定位模
块,降低了成本。
20.因此本实用新型不仅提高了生产效率,而且保证了模块高度的一致性,扩大了适用范围,降低了加工成本。
附图说明
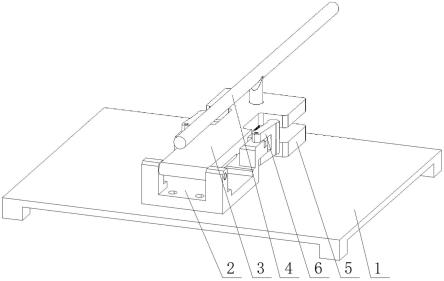
21.图1为本实用新型的整体结构示意图。
22.图2为本实用新型的底座结构示意图。
23.图3为本实用新型的上盖俯视图。
24.图4为本实用新型的锁扣结构示意图。
25.图5为本实用新型的螺旋杆主视图。
26.图6为本实用新型的支撑台俯视图。
27.其中:1、底板;2、底座;3、上盖;4、螺旋杆;5、支撑台;6、锁扣;
28.201、座板;202、铰接块;203、定位块;
29.301、通孔;302、凸块;
30.401、螺纹段;402、施力段;
31.501、螺孔。
具体实施方式
32.下面结合附图,说明本实用新型的具体实施方式。
33.如图1-图6所示,本实施例的cfp压合工装,包括底板1,底板1上安装有底座2,底座2一端铰接有上盖3,上盖3背离铰接端的一端贯穿有螺旋杆4;在上盖3背离铰接端的一端下方设有支撑台5;在底座2侧边还设有锁扣6,
34.底座2内凹设置,待加工模块置于内凹位置,
35.锁扣6呈“u”形,锁扣6的敞口一端夹持在底座2边缘处,且绕夹持点转动设置。
36.底座2包括与底板1平贴固连的座板201、位于座板201其中一条棱边两端的铰接块202、位于铰接块202所在棱边的对边两端的定位块203,锁扣6与定位块203之间铰接。
37.底座2的内凹位置呈台阶状设置,台阶靠近定位块203一侧。
38.底座2的长度小于上盖3的长度,支撑台5位于底座2背离上盖3铰接端、且位于上盖3摆动端的正下方。
39.上盖3的摆动端尺寸大于上盖3的铰接端尺寸,在上盖3的摆动端中心位置设置有用于容纳螺杆的通孔301。
40.支撑台5对应通孔301的正下方设有与螺杆相适配的螺孔501。
41.上盖3的中间两侧向外对称延伸出凸块302,锁扣6转动过程中有扣住凸块302和松脱凸块302两种状态。
42.螺杆分为用于匹配螺孔501的螺纹段401、垂直于螺纹段401的施力段402。
43.底座2、支撑台5与底板1之间采用螺纹紧固件固定相连。
44.本实施例的具体结构及工作过程如下:
45.底板1呈矩形,四个顶角处分别设置有突起的梯形柱,起到支脚的作用,用于整个工装安装后的支撑,在底板1一侧设有用于安装底座2的螺纹孔,底座2上对应设置螺纹孔,
并用螺钉等螺纹紧固件进行固定;在另一侧同样采用螺钉紧固安装支撑台5。
46.底板1的两侧对称。底座2的内凹位置用于放置待加工模块,对待加工模块的两侧对边进行限位,无论是哪一种规格的模块,这两条对边的位置始终不变,因此选取这两条尺寸恒定的对边进行限位。底座2包括矩形的座板201,座板201的四个顶点上分别设置两个铰接块202和两个定位块203,铰接块202处铰接连接上盖3,上盖3绕铰接点转动至平贴在底座2上时,底座2、上盖3之间的空间即为模块的放置空间。
47.底座2上的定位块203、上盖3两侧的凸块302与锁扣6配合,锁扣6与定位块203之间铰接,锁扣6绕定位块203转动至平贴在上盖3侧边时,锁扣6的“u”形空间内正好能够容纳同侧的凸块302,如图1中的状态,此时锁扣6自身与底座2相连,并且扣住上盖3的凸块302,起到限位作用。此时上盖3与底座2完全接触,上盖3前端的螺旋杆4转动,拧入支撑台5中,对上盖3施加限位力。
48.本实施例中的底板1、底座2、上盖3、锁扣6、螺旋杆4和支撑台5均采用不锈钢材质或金属铝材质,具有强度高的优势,并且具有一定自重,能够固定在外界工作台面上,在使用过程中,锁扣6和螺旋杆4的辅助压合能够节省人力,并保证模块自身的平整度。
49.需要取出模块时,只需反向转动螺旋杆4,并拨动锁扣6,即可撤去对上盖3的限位力,打开上盖3,取出模块。
50.以上描述是对本实用新型的解释,不是对实用新型的限定,本实用新型所限定的范围参见权利要求,在本实用新型的保护范围之内,可以作任何形式的修改。
技术特征:
1.一种cfp压合工装,其特征在于:包括底板(1),所述底板(1)上安装有底座(2),底座(2)一端铰接有上盖(3),上盖(3)背离铰接端的一端贯穿有螺旋杆(4);在上盖(3)背离铰接端的一端下方设有支撑台(5);在底座(2)侧边还设有锁扣(6),所述底座(2)内凹设置,待加工模块置于内凹位置,所述锁扣(6)呈“u”形,锁扣(6)的敞口一端夹持在底座(2)边缘处,且绕夹持点转动设置。2.如权利要求1所述的cfp压合工装,其特征在于:所述底座(2)包括与底板(1)平贴固连的座板(201)、位于座板(201)其中一条棱边两端的铰接块(202)、位于铰接块(202)所在棱边的对边两端的定位块(203),所述锁扣(6)与定位块(203)之间铰接。3.如权利要求2所述的cfp压合工装,其特征在于:所述底座(2)的内凹位置呈台阶状设置,台阶靠近定位块(203)一侧。4.如权利要求1所述的cfp压合工装,其特征在于:所述底座(2)的长度小于上盖(3)的长度,支撑台(5)位于底座(2)背离上盖(3)铰接端、且位于上盖(3)摆动端的正下方。5.如权利要求1所述的cfp压合工装,其特征在于:所述上盖(3)的摆动端尺寸大于上盖(3)的铰接端尺寸,在上盖(3)的摆动端中心位置设置有用于容纳螺杆的通孔(301)。6.如权利要求5所述的cfp压合工装,其特征在于:所述支撑台(5)对应通孔(301)的正下方设有与螺杆相适配的螺孔(501)。7.如权利要求5所述的cfp压合工装,其特征在于:所述上盖(3)的中间两侧向外对称延伸出凸块(302),锁扣(6)转动过程中有扣住凸块(302)和松脱凸块(302)两种状态。8.如权利要求1所述的cfp压合工装,其特征在于:所述螺旋杆(4)分为用于匹配螺孔(501)的螺纹段(401)、垂直于螺纹段(401)的施力段(402)。9.如权利要求1所述的cfp压合工装,其特征在于:底座(2)、支撑台(5)与底板(1)之间采用螺纹紧固件固定相连。
技术总结
本实用新型涉及一种CFP压合工装,包括底板,所述底板上安装有底座,底座一端铰接有上盖,上盖背离铰接端的一端贯穿有螺旋杆;在上盖背离铰接端的一端下方设有支撑台;在底座侧边还设有锁扣,所述底座内凹设置,待加工模块置于内凹位置,所述锁扣呈“U”形,锁扣的敞口一端夹持在底座边缘处,且绕夹持点转动设置。本实用新型通过分别限位模块的两个侧面来限位模块自身。模块被限位的宽度尺寸在一致性较好,不需要变动工装,扩大了适用范围。扩大了适用范围。扩大了适用范围。
技术研发人员:张铮 周建华
受保护的技术使用者:无锡市德科立光电子技术股份有限公司
技术研发日:2021.12.23
技术公布日:2022/6/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1