一种用于超长薄膜类产品的圆切机构的制作方法
1.本发明涉及模切技术领域,特别是涉及一种用于超长薄膜类产品的圆切机构。
背景技术:
2.由于目前薄膜裁切模具的加工限制最大只能加工直径330mm的模具,所以需要通过优化模切工艺,把产品分多段、多个模具合拼成总产品。
技术实现要素:
3.本发明主要解决的技术问题是提供一种用于超长薄膜类产品的圆切机构,具有可靠性能高、定位精确、结构紧凑等优点,同时在切膜机构的应用及普及上有着广泛的市场前景。
4.为解决上述技术问题,本发明采用的一个技术方案是:提供一种用于超长薄膜类产品的圆切机构,其包括:模切辊、模切底辊、底辊座、轴承座、旋转驱动装置、启停感应装置,所述模切底辊可旋转设置于所述底辊座上,所述轴承座设置于底辊座的上部,所述模切辊的两端与所述轴承座相连接,所述旋转驱动装置带动模切辊和模切底辊同步旋转,以完成模切操作,所述启停感应装置设置于模切辊的侧面,所述模切辊包括辊体本体、避空区、轴头、切刀、轴肩、追标块,所述辊体本体的两端设置有所述轴肩,与轴承座可旋转连接的所述轴头设置于所述轴肩的外侧,所述避空区设置于所述辊体本体的侧壁上,多个所述切刀环设于避空区以外的辊体本体的侧壁上,所述追标块设置于所述辊体本体上,所述启停感应装置与追标块配合感应模切辊和模切底辊的位置。
5.在本发明一个较佳实施例中,所述旋转驱动装置包括主动齿轮、从动齿轮、驱动电机,所述主动齿轮设置于所述模切底辊的两端,所述从动齿轮设置于辊体本体的两端,所述主动齿轮和所述从动齿轮啮合,所述驱动电机带动模切底辊旋转,并通过主动齿轮和从动齿轮同步带动模切辊旋转。
6.在本发明一个较佳实施例中,启停感应装置采用光电感应器。
7.在本发明一个较佳实施例中,所述追标块设置于轴肩和切刀之间的所述辊体本体上。
8.本发明的有益效果是:通过模切辊的半轮转,实现薄膜的两步分切操作,不仅提高了工作效率和模切精度,而且降低了机构的制造难度,方便使用。
附图说明
9.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图,其中:
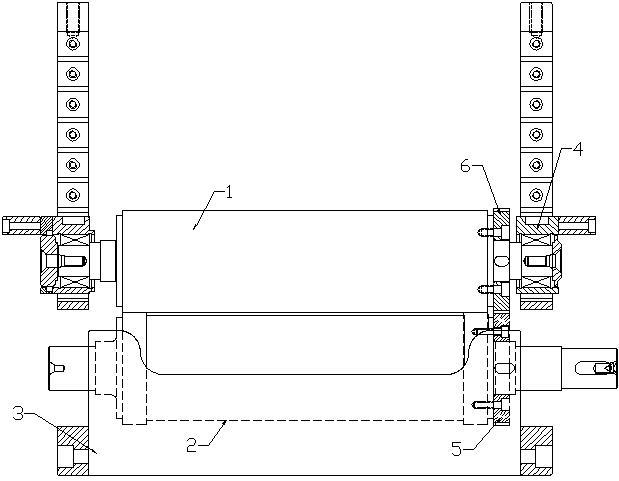
图1是本发明的一种用于超长薄膜类产品的圆切机构一较佳实施例的结构示意图;图2是本发明的一种用于超长薄膜类产品的圆切机构一较佳实施例的局部结构示意图。
具体实施方式
10.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
11.请参阅图1-2,本发明实施例包括:一种用于超长薄膜类产品的圆切机构,其结构包括:模切辊1、模切底辊2、底辊座3、轴承座4、旋转驱动装置、启停感应装置,所述模切底辊可旋转设置于所述底辊座上,所述轴承座设置于底辊座的上部,所述模切辊的两端与所述轴承座相连接,所述旋转驱动装置带动模切辊和模切底辊同步旋转,以完成模切操作,所述启停感应装置设置于模切辊的侧面。其中,启停感应装置可以采用光电感应器。
12.所述模切辊包括辊体本体11、避空区12、轴头13、切刀14、轴肩15、追标块16,所述辊体本体的两端设置有所述轴肩,与轴承座可旋转连接的所述轴头设置于所述轴肩的外侧,所述避空区设置于所述辊体本体的侧壁上,多个所述切刀环设于避空区以外的辊体本体的侧壁上,切刀的数量、间隔等可以根据时间的加工需求来设定,使产品尺寸保证在+/-0.3mm,所述追标块设置于轴肩和切刀之间的所述辊体本体上,防止影响模切,所述启停感应装置与追标块配合控制模切辊和模切底辊的启停。
13.所述旋转驱动装置包括主动齿轮5、从动齿轮6、驱动电机,所述主动齿轮设置于所述模切底辊的两端,所述从动齿轮设置于辊体本体的两端,所述主动齿轮和所述从动齿轮啮合,所述驱动电机带动模切底辊旋转,并通过主动齿轮和从动齿轮同步带动模切辊旋转。
14.一种用于超长薄膜类产品的圆切机构的工艺包括:(1)在模具上增加机器半轮转时使用的避空区和停刀mark点,并根据加工工艺需求设置避空区的尺寸和追标块的位置。
15.(2)驱动电机带动模切辊和模切底辊同步旋转,使得避空区向下正对着模切底辊、切刀离开模切底辊后,驱动电机停止,此时,牵引上料设备启动,使得薄膜可以穿过模切辊和模切底辊之间的缝隙,以进行薄膜上料。
16.(3)驱动电机启动,模切辊在伺服工位上半轮转,使得模切辊和模切底辊旋转并配合对薄膜进行裁切,以实现模切超过1000mm的产品,降低大模具的制造难度,且模切后产品精度为0-1000mm+/-0.3mm、0-2000mm+/-0.4mm。
17.(4)当光电感应器感应到追标块时,控制器控制驱动电机暂停,此时避空区又回到模切底辊正上方的位置,薄膜继续上料,重复上述步骤至加工完成即可。
18.本发明一种用于超长薄膜类产品的圆切机构的有益效果是:通过模切辊的半轮转,实现薄膜的两步分切操作,不仅提高了工作效率和模切精度,而且降低了机构的制造难度,方便使用。
19.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
技术特征:
1.一种用于超长薄膜类产品的圆切机构,其特征在于,包括:模切辊、模切底辊、底辊座、轴承座、旋转驱动装置、启停感应装置,所述模切底辊可旋转设置于所述底辊座上,所述轴承座设置于底辊座的上部,所述模切辊的两端与所述轴承座相连接,所述旋转驱动装置带动模切辊和模切底辊同步旋转,以完成模切操作,所述启停感应装置设置于模切辊的侧面,所述模切辊包括辊体本体、避空区、轴头、切刀、轴肩、追标块,所述辊体本体的两端设置有所述轴肩,与轴承座可旋转连接的所述轴头设置于所述轴肩的外侧,所述避空区设置于所述辊体本体的侧壁上,多个所述切刀环设于避空区以外的辊体本体的侧壁上,所述追标块设置于所述辊体本体上,所述启停感应装置与追标块配合感应模切辊和模切底辊的位置。2.根据权利要求1所述的一种用于超长薄膜类产品的圆切机构,其特征在于,所述旋转驱动装置包括主动齿轮、从动齿轮、驱动电机,所述主动齿轮设置于所述模切底辊的两端,所述从动齿轮设置于辊体本体的两端,所述主动齿轮和所述从动齿轮啮合,所述驱动电机带动模切底辊旋转,并通过主动齿轮和从动齿轮同步带动模切辊旋转。3.根据权利要求1所述的一种用于超长薄膜类产品的圆切机构,其特征在于,启停感应装置采用光电感应器。4.根据权利要求1所述的一种用于超长薄膜类产品的圆切机构,其特征在于,所述追标块设置于轴肩和切刀之间的所述辊体本体上。
技术总结
本发明公开了一种用于超长薄膜类产品的圆切机构,包括:模切辊、模切底辊、底辊座、轴承座、旋转驱动装置、启停感应装置。通过上述方式,本发明一种用于超长薄膜类产品的圆切机构,通过模切辊的半轮转,实现薄膜的两步分切操作,不仅提高了工作效率和模切精度,而且降低了机构的制造难度,方便使用。方便使用。方便使用。
技术研发人员:张占平 郝飞 于增添
受保护的技术使用者:苏州哈德胜精密科技有限公司
技术研发日:2022.01.11
技术公布日:2022/4/26
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1