一种调节贯口姿态的钢结构工装的制作方法
1.本发明属于建筑钢结构非标加工技术领域,具体涉及一种调节贯口姿态的钢结构工装。
背景技术:
2.目前,胎模式工装已经普遍用于具有贯口节点的钢结构构件的加工制造。工装设计时,需要将贯口节点的立体尺寸和角度关系在工装平台上投影成水平面内的工装模具定位线,对人员空间立体几何计算能力要求较高。工装制作时,需要利用垫块反复调节非水平零件与工装平台水平面的夹角及立体尺寸,在模具较大时,人工操作较困难。工装拆除时,需要锤击模具,一旦变形则无法再用。另外,还需安排遗留焊点打磨、平台清理等非组装工时。因此,有必要设计一种操作简便、精确调节的自动化贯口节点工装。
技术实现要素:
3.(一)要解决的技术问题
4.本发明提出一种调节贯口姿态的钢结构工装,以解决现有技术中贯口组装工艺复杂且精度无法控制的技术问题。
5.(二)技术方案
6.为了解决上述技术问题,本发明提出一种调节贯口姿态的钢结构工装,该钢结构工装包括俯仰支架、俯仰油缸、基座、滑轨、起升油缸、纵向调节油缸、滑动模块、横向调节油缸、万向节、卡盘和夹角调节油缸;其中,
7.滑轨上设置有两组基座,两组基座之间设置有纵向调节油缸;每组基座上设置有起升油缸和俯仰油缸,起升油缸的缸体与基座底部固定连接,起升油缸的活塞与俯仰支架铰接,俯仰油缸的缸体与基座底部铰接,俯仰油缸的活塞与俯仰支架铰接;每个俯仰支架上设置有两组滑动模块,滑动模块与俯仰支架之间设置有横向调节油缸,在横向调节油缸的作用下,滑动模块能够沿俯仰支架上的梯形槽和导杆移动;每组滑动模块上设置有万向节,万向节上设置有用于夹持所组装构件的贯口短管的卡盘,两组卡盘之间设置有夹角调节油缸;
8.进一步地,钢结构工装中各油缸上均设置有位置传感器。
9.(三)有益效果
10.本发明提出一种调节贯口姿态的钢结构工装,包括俯仰支架、俯仰油缸、基座、滑轨、起升油缸、纵向调节油缸、滑动模块、横向调节油缸、万向节、卡盘和夹角调节油缸。本发明通过设置各调节油缸的活塞伸出量,可简单、精准地调整所夹持贯口的位置姿态,在组装不同尺寸、不同角度的贯口构件时,通过设定各调节油缸的活塞伸出量,可以切换各种贯口夹持姿态,便于参数化调节,完成不同尺寸、不同结构的钢结构相贯节点构件组装,且适于配合位置传感器与控制系统实现构件组装自动化。
附图说明
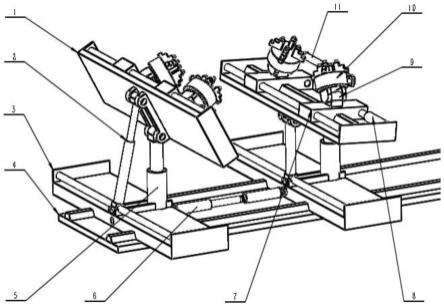
11.图1为本发明实施例调节贯口姿态的钢结构工装结构示意图。
12.图中,1-俯仰支架;2-俯仰油缸;3-基座;4-滑轨;5-起升油缸;6-纵向调节油缸;7-滑动模块;8-横向调节油缸;9-万向节;10-卡盘;11-夹角调节油缸。
具体实施方式
13.为使本发明的目的、内容和优点更加清楚,下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。
14.本实施例提出一种调节贯口姿态的钢结构工装,其结构如图1所示,包括俯仰支架1、俯仰油缸2、基座3、滑轨4、起升油缸5、纵向调节油缸6、滑动模块7、横向调节油缸8、万向节9、卡盘10和夹角调节油缸11。
15.滑轨4上设置有两组基座3,两组基座3之间设置有纵向调节油缸6。每组基座3上设置有起升油缸5和俯仰油缸2,起升油缸5的缸体与基座3底部固定连接,起升油缸5的活塞与俯仰支架1铰接,俯仰油缸2的缸体与基座3底部铰接,俯仰油缸2的活塞与俯仰支架1铰接。每个俯仰支架1上设置有两组滑动模块7,滑动模块7与俯仰支架1之间设置有横向调节油缸8,在横向调节油缸8的作用下,滑动模块7能够沿俯仰支架1上的梯形槽和导杆移动。每组滑动模块7上设置有万向节9,万向节9上设置有卡盘10,两组卡盘10之间设置有夹角调节油缸11。卡盘10用于夹持所组装构件的贯口短管。各油缸上均设置有位置传感器。
16.两组基座3之间通过纵向调节油缸6调节贯口短管间距。俯仰支架1通过起升油缸5调节贯口短管高度,通过俯仰油缸2调节贯口短管俯仰角度。滑动模块7通过横向调节油缸8调节贯口短管对中。两组卡盘10通过夹角调节油缸11调节贯口短管夹角。
17.本发明的调节贯口姿态的钢结构工装,其工作原理如下:
18.当卡盘10装夹贯口短管完毕需要实施贯口姿态调节动作时,液压油推动纵向调节油缸6活塞伸出,基座3沿滑轨4移动至设定值,各组贯口短管间距调节到位;液压油推动起升油缸5的活塞伸出,俯仰支架1被顶升至设定值,各组贯口短管高度随俯仰支架1的升高调节到位;液压油推动俯仰油缸2的活塞伸出,俯仰支架1相对起升油缸5转动至设定值,各组贯口短管俯仰角度调节到位;液压油推动横向调节油缸8的活塞伸出,滑动模块7沿俯仰支架1上的梯形槽和导杆移动至设定值,各组贯口短管完成对中;液压油推动夹角调节油缸11活塞缩回,各组卡盘10随之摆动至设定角度,各组贯口短管夹角调节到位。调节过程中,利用各油缸上的位置传感器检测油缸的活塞伸出量,配合电液系统完成闭环反馈控制。当贯口姿态调节完毕后,作业人员对贯口短管与构件主管实施组焊;组焊完毕,松开卡盘10后系统泄压,吊出构件后各油缸依次复位。
19.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本发明的保护范围。
技术特征:
1.一种调节贯口姿态的钢结构工装,其特征在于,所述钢结构工装包括俯仰支架、俯仰油缸、基座、滑轨、起升油缸、纵向调节油缸、滑动模块、横向调节油缸、万向节、卡盘和夹角调节油缸;其中,滑轨上设置有两组基座,两组基座之间设置有纵向调节油缸;每组基座上设置有起升油缸和俯仰油缸,起升油缸的缸体与基座底部固定连接,起升油缸的活塞与俯仰支架铰接,俯仰油缸的缸体与基座底部铰接,俯仰油缸的活塞与俯仰支架铰接;每个俯仰支架上设置有两组滑动模块,滑动模块与俯仰支架之间设置有横向调节油缸,在横向调节油缸的作用下,滑动模块能够沿俯仰支架上的梯形槽和导杆移动;每组滑动模块上设置有万向节,万向节上设置有用于夹持所组装构件的贯口短管的卡盘,两组卡盘之间设置有夹角调节油缸。2.如权利要求1所述的钢结构工装,其特征在于,所述钢结构工装中各油缸上均设置有位置传感器。
技术总结
本发明提出一种调节贯口姿态的钢结构工装,包括俯仰支架、俯仰油缸、基座、滑轨、起升油缸、纵向调节油缸、滑动模块、横向调节油缸、万向节、卡盘和夹角调节油缸。本发明通过设置各调节油缸的活塞伸出量,可简单、精准地调整所夹持贯口的位置姿态,在组装不同尺寸、不同角度的贯口构件时,通过设定各调节油缸的活塞伸出量,可以切换各种贯口夹持姿态,便于参数化调节,完成不同尺寸、不同结构的钢结构相贯节点构件组装,且适于配合位置传感器与控制系统实现构件组装自动化。实现构件组装自动化。实现构件组装自动化。
技术研发人员:周泉 于鹏 冯俊龙 冯忠志 谭君洋
受保护的技术使用者:中国人民解放军63926部队
技术研发日:2022.05.19
技术公布日:2022/7/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1