一种D型头螺栓的标记定位工装及其加工方法与流程
本发明属于工装,具体来说涉及一种d型头螺栓的标记定位工装,同时还涉及该工装的加工方法。
背景技术:
1、d型头螺栓头部外观为d型头,出厂前,需要对该螺栓d型头进行气动标记,标记上标识。现有技术是通过人工手持d型头螺栓定位对螺栓d型头进行气动标记加工,由于人工手持螺栓定位加工,气动标记时产生振动,人工手持d型头螺栓杆部无法固定会出现d型头偏差,d型头偏差后,导致d型头螺栓d型头标记的位置时产生偏差,甚至标记到螺栓d型头外部,标记后的d型头螺栓标识一致性差。
技术实现思路
1、本发明的目的在于克服上述缺点而提供一种加工时d型头螺栓d型不产生偏移,标记后的d型头螺栓标识一致性好的d型头螺栓的标记定位工装及其加工方法。
2、本发明的目的及解决其主要技术问题是采用以下技术方案来实现的:
3、本发明的一种d型头螺栓的标记定位工装,包括工装座、台阶、把手、 定位孔,其特征在于;工装座上端设置有定位孔,侧面设置有台阶。
4、所述定位孔是对穿的通孔。
5、所述工装座下面设置有为一体的把手。
6、一种d型头螺栓的标记定位工装的加工方法,包括以下步骤;
7、1)安装d型头螺栓;
8、将d型头螺栓杆部插入定位孔内,d型头螺栓侧面放置于台阶上,台阶高度为d型头螺栓d型头厚度,d型头螺栓上面与工装座上面平行;
9、2)标记加工;
10、标记的位置处于d型头螺栓5d型头上面的中心位置,标记加工位置是d型头螺栓5d型头上面中部,标记后的标印一致性好。
11、本发明与现有技术相比,具有明显的有益效果;从以上技术方案可知:通过在工装座上端设置有定位孔,侧面设置有台阶。将d型头螺栓杆部插入定位孔内,d型头螺栓侧面放置于台阶上,台阶高度为d型头螺栓d型头厚度,d型头螺栓上面与工装座上面平行,通过在工装座圆柱上设置贯穿定位孔,在与定位孔相互垂直的位置切割出一个水平面,使水平面宽度与d型头螺栓d型头头部宽度相同,在平行于该平面的位置,切割出一个小平面,与d型头螺栓头部定位平面之间产生一个台阶,台阶高度为d型头螺栓厚度。这种设计首先可以避免d型头螺栓加工时,震动标记设备与工装发生干涉,也可以帮助d型头螺栓定位,使d型头螺栓d型头放置在工装座上以后,便于找平,放置d型头螺栓时防止倾斜,确保螺栓在进行标记加工时,零件不发生移动,保证标记的位置处于d型头螺栓d型头上面的中心位置。实现了加工时d型头螺栓d型不产生偏移,标记后的d型头螺栓标识一致性好。
技术特征:
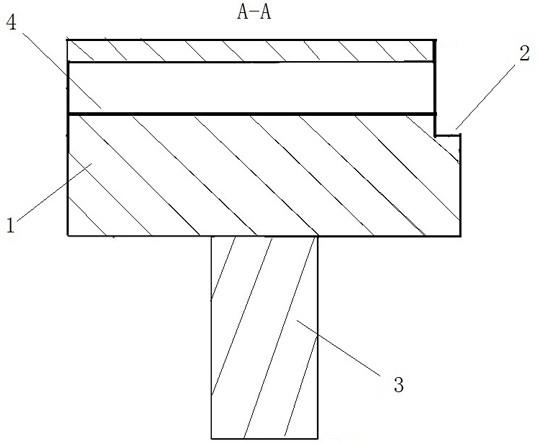
1.一种d型头螺栓的标记定位工装,包括工装座(1)、台阶(2)、把手(3)、 定位孔(4),其特征在于;工装座(1)上端设置有定位孔(4),侧面设置有台阶(2)。
2.如权利要求1所述的d型头螺栓的标记定位工装,其特征在于;所述定位孔(4)是对穿的通孔。
3.如权利要求1所述的d型头螺栓的标记定位工装,其特征在于;所述工装座(1)下面设置有为一体的把手(3)。
4.一种d型头螺栓的标记定位工装的加工方法,包括以下步骤;
技术总结
本发明公开了一种D型头螺栓的标记定位工装,包括工装座(1)、台阶(2)、把手(3)、定位孔(4),其特征在于;工装座(1)上端设置有定位孔(4),侧面设置有台阶(2)。一种D型头螺栓的标记定位工装的加工方法,包括以下步骤;安装D型头螺栓,标记加工。本发明加工时D型头螺栓D型不产生偏移,标记后的D型头螺栓标识一致性好。
技术研发人员:刘雪峰,张默
受保护的技术使用者:中国航空工业标准件制造有限责任公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!