基于力传感器的打磨机器人比例阻尼控制方法及系统与流程
本发明属于打磨机器人控制,具体涉及基于力传感器的表面打磨机器人比例阻尼控制方法。
背景技术:
1、抛光和打磨是许多工业生产中的必要工序,传统的抛磨流程往往以人工操作为主,作业期间产生的粉尘和噪声威胁着操作人员的身心健康,此外,大量的重复工作需要从业人员较高的熟练度和集中的注意力,存在加工失误的风险。
2、应用机器人代替人完成精度较高的重复性工作势在必行,现有的工业机器人打磨主要通过将刀具(或砂轮)固定在工作台上,机械臂抓取工件靠近刀具(或砂轮)的方式实现打磨,由于传感器的感知精度限制,这种打磨方式只能对形状规则的工件进行粗略的加工,无法准确控制抛磨工具和工件表面的接触力度,在接触瞬间容易对工件产生较大的冲击力,导致工件“内伤”或损坏。此外,打磨钻头自身高速旋转产生的高频振动使得加装在打磨系统中的传感器无法准确进行感知与测量,同样为机器人的准确控制造成了一定的困难。
3、基于这样的技术现状,机器人自动打磨工作需要精度更高的传感器准确感知打磨头和工件表面的接触力大小,需要对高频信号滤波减小打磨头振动对控制造成的干扰,需要优化控制策略减缓接触瞬间对工件产生的冲击力,最终准确控制刀具按照期望力对工件进行打磨。
技术实现思路
1、为克服现有技术的不足,本发明提供一种力传感器的表面打磨机器人比例阻尼控制方法,解决现有机器人在打磨过程中无法准确控制接触力的问题。
2、为达到上述目的,本发明采用的技术方案为:一种基于力传感器的表面打磨机器人比例阻尼控制方法,包括机器人底座及机械臂、打磨头。
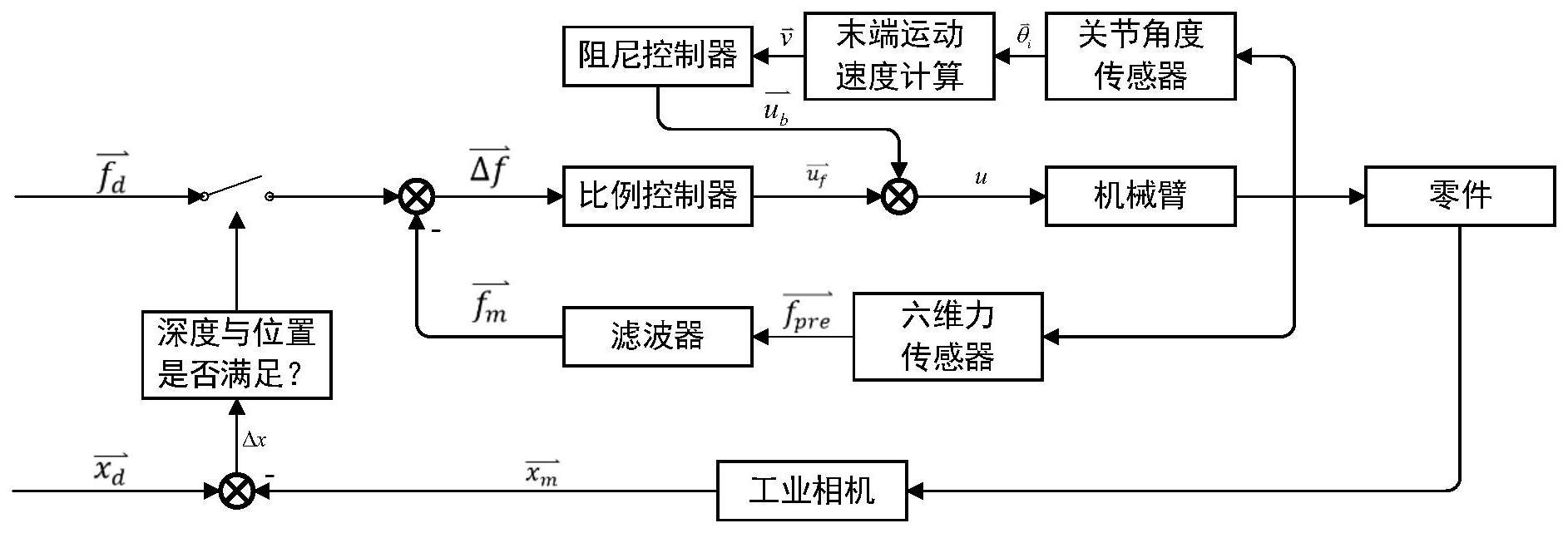
3、实时采集机械臂末端受到的力和力矩,当打磨钻头工作时,其高速旋转产生的振动会对力传感器直接采集到的力和力矩数据造成干扰,为解决该问题,应用一个低通滤波器过滤力和力矩中的高频噪声,过滤后得到当前力传感器测得的实际接触力信号打磨机器人当前打磨条件下的期望作用力为期望作用力与实际接触力信号的差值为当前力的偏差计算公式如下:
4、
5、通过比例控制器将当前力的偏差转化为控制打磨机器人产生期望力所需要的电信号比例控制器模型为:
6、
7、式中,kf是打磨机器人的比例控制器参数,比例控制器参数大小根据现场控制效果进行调整。
8、根据机械臂各关节角度的变化量计算机械臂末端打磨头运动速度通过阻尼控制器计算出打磨机器人产生当前运动速度的阻尼力所需要的电信号以此来抵消比例控制器作用下机器人运动对待加工元件产生的冲击,阻尼控制器模型为:
9、
10、式中,kb是打磨机器人的阻尼控制器参数。
11、进一步的,在打磨过程中,机械臂末端打磨头输出的力在实时变化,因此阻尼控制器的参数也需要根据调节过程中的力误差进行实时调节,t时刻阻尼控制器参数kb的调整值δkb(t)为:
12、
13、λ为打磨机器人系统末端打磨头运动速度的采样周期,δkb(t-λ)为前一时刻控制器参数的调整值,η为力传感器采集信号的更新频率。
14、此时机器人的控制信号为:
15、
16、将控制信号发送给打磨机器人,完成比例阻尼控制。
17、进一步的,当打磨机器人工作时,通过图像采集模块获取当前打磨头的实际位置为打磨机器人的期望打磨位置为期望打磨位置与实际位置的差值为当前位置的偏差计算公式如下:
18、
19、期望打磨范围为(-xs,xs),其中xs>0;当时,表明打磨头位置在期望的打磨范围内,此时接通打磨头电机开始打磨;当时,表明打磨头的位置和深度不满足设定要求,停止打磨。避免过加工情况,同时减少电机的空转,节约能源。
20、进一步的,通过观察噪声频谱可以发现,振动噪声主要集中在200hz以上,应用一个低通滤波器过滤力和力矩中存在的200hz及以上的高频噪声,以解决打磨头振动对力传感器接触力采集的信号干扰。
21、将控制信号发送给打磨机器人,即完成了一次比例阻尼控制。在打磨头接触待加工元件过程中,机械臂末端运动速度较快,阻尼环节发挥作用较大,能够有效减缓接触过程中对待加工元件的冲击,避免对待加工元件造成损伤;在打磨头打磨过程中,通过将打磨机器人当前末端的运动速度和力传感器采集到力与力矩的大小反馈到控制系统中,构成反馈回路。重复上述步骤,系统即可根据机器人打磨的期望位置和期望作用力不断调整机器人的当前位置对打磨过程中打磨头的进给量进行比例阻尼控制,从而实现待加工元件的无冲击自动打磨。
22、本发明还提供基于力传感器的打磨机器人比例阻尼控制系统,包括打磨机器人机械臂、夹持机构、打磨头,还包括角度传感器、力传感器;应用如上所述的基于力传感器的打磨机器人比例阻尼控制方法;
23、角度传感器固定设置在机械臂的关节上,实时采集关节的角度信息,力传感器固定设置在机械臂末端,用于采集机械臂末端的接触力和力矩,夹持机构固定设置在力传感器的传力轴上,连接加工待加工元件的打磨头;
24、加装在机械臂末端的力传感器实时采集受到的力和力矩
25、进一步的,应用低通滤波器过滤力和力矩中的高频噪声,得到当前力传感器测得的实际接触力信号通过比例控制器将当前力的偏差转化为控制打磨机器人产生期望力所需要的电信号
26、根据机械臂关节处编码器计算各关节角度的变化量,从而计算机械臂末端运动速度通过阻尼控制器计算出打磨机器人产生当前运动速度的阻尼力所需要的电信号
27、打磨机器人根据控制信号完成比例阻尼控制。
28、进一步的,应用权利要求2所述的基于力传感器的打磨机器人比例阻尼控制方法;还包括图像采集模块;图像采集模块采集打磨头和待加工元件的图像信息,获取当前打磨头的实际位置为
29、本发明具有以下有益效果:(1)采用比例阻尼的控制方法对打磨机器人进行控制,减缓了刀头和元件接触瞬间的冲击力,保证了打磨头和待加工元件的平稳接触,在打磨过程中能够较为准确地进行力控,减小了对元件造成的损伤;
30、(2)在打磨机器人末端加装了力传感器,在打磨过程中准确完整地获取了打磨头和待加工元件的接触力和转矩数据;
31、(3)在获得力传感器数据后加入了一个低通滤波器,对打磨头旋转产生的高频噪声进行过滤,降低了对控制器输入信号的干扰;
32、(4)通过图像采集模块,实时采集打磨头和待加工元件的位置信息,判断打磨的深度与位置是否符合设定要求,以此作为开关量控制打磨电机的通断,避免了不必要的加工,提高了生产效率。
技术特征:
1.基于力传感器的打磨机器人比例阻尼控制方法,其特征在于:包括机械臂、打磨头;
2.根据权利要求1所述的基于力传感器的打磨机器人比例阻尼控制方法,其特征在于:
3.根据权利要求1所述的基于力传感器的打磨机器人比例阻尼控制方法,其特征在于:过滤的高频噪声为200hz及以上的噪声。
4.根据权利要求1所述的基于力传感器的打磨机器人比例阻尼控制方法,其特征在于:
5.基于力传感器的打磨机器人比例阻尼控制系统,其特征在于:包括打磨机器人机械臂、夹持机构、打磨头,还包括角度传感器、力传感器;应用权利要求1所述的基于力传感器的打磨机器人比例阻尼控制方法;
6.根据权利要求5所述的基于力传感器的打磨机器人比例阻尼控制系统,其特征在于:
7.根据权利要求5或6所述的基于力传感器的打磨机器人比例阻尼控制系统,其特征在于:应用权利要求2至4中任意一项所述的基于力传感器的打磨机器人比例阻尼控制方法;
技术总结
本发明提供一种基于力传感器的打磨机器人比例阻尼控制方法及系统。包括机械臂、打磨头;控制方法实时采集机械臂末端受到的力和力矩,过滤力和力矩中的高频噪声,得到当前力传感器测得的实际接触力信号;计算打磨机器人当前打磨条件下的期望作用力为与实际接触力信号的差值为当前力的偏差;将当前力的偏差转化为控制打磨机器人产生期望力所需要的电信号;根据机械臂各关节角度的变化量计算机械臂末端运动速度,计算打磨机器人产生当前运动速度的阻尼力所需要的电信号;机器人根据电信号完成比例阻尼控制。控制系统应用上述的控制方法,包括打磨机器人机械臂、夹持机构、打磨头,还包括角度传感器、力传感器。
技术研发人员:张培军,宋爱国,汤建军,操思祺
受保护的技术使用者:江苏天宏机械工业有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!