一种零件加工完成检测式定位装置的制作方法
1.本实用新型涉及定位领域,具体涉及一种零件加工完成检测式定位装置。
背景技术:
2.定位装置是用于在加工过程中定位被加工零件的一类装置,零件在加工完成后需要对其进行检测,确保不会发生漏加工的问题。
3.现在常用的定位装置只能对零件进行定位,当加工结束后需要专门的检具检测零件是否完成加工,所需装置过多设备成本高,需要将加工后的零件搬运到检具上检测效率低。
技术实现要素:
4.本实用新型的目的是:提供一种零件加工完成检测式定位装置,解决以上问题。
5.为了实现上述目的,本实用新型提供如下的技术方案:
6.一种零件加工完成检测式定位装置,包括底板、检测件、放料件以及插入件;所述检测件具体位于底板上,所述放料件通过缓冲件与底板活动连接,所述放料件具体呈板状,所述放料件上设置有定位组件,所述底板上设置有动力件,所述插入件通过安装板与动力件的旋转杆连接,所述插入件与放料件位置相对应,所述插入件关于放料件对称。
7.进一步的,所述检测件和缓冲件均有多个,所述放料件的截面具体为长方形,所述动力件为气缸,所述插入件上设置有弧面。
8.进一步的,所述检测件和缓冲件位于底板中部均是均匀分布,所述放料件与底板平行,所述动力件具体为旋转气缸,所述插入件的截面具体为球冠状。
9.进一步的,所述检测件为传感器,所述定位组件包括多个尺寸不全部相同的定位柱,所述缓冲件为弹性元件。
10.进一步的,所述检测件具体为压力传感器,所述缓冲件具体为弹簧。
11.本实用新型的有益效果为:提供一种零件加工完成检测式定位装置,通过底板、检测件、放料件以及插入件相互配合使用,通过制作可以检测零件是否完全加工的定位装置,实现加工后直接检测零件是否有漏加工工序的效果,降低了装置成本,提高了检测效率,减少了中间搬运工序,节约了生产成本。
附图说明
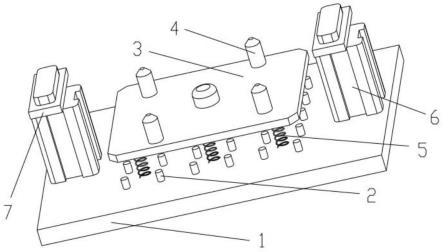
12.图1为本实用新型一种零件加工完成检测式定位装置的整体结构轴测图。
13.图2为本实用新型一种零件加工完成检测式定位装置的另一整体结构轴测图。
14.图3为本实用新型一种零件加工完成检测式定位装置的整体结构主视图。
15.图中:1、底板;2、检测件;3、放料件;4、定位组件;5、缓冲件;6、动力件;7、安装板;8、插入件;9、弧面。
具体实施方式
16.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型作进一步的详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
17.参考图1至图3,一种零件加工完成检测式定位装置,包括底板1、检测件2、放料件3以及插入件8;所述检测件2具体位于底板1上,用于检测放料件3和零件对其压力的变化,所述放料件3通过缓冲件5与底板1活动连接,用于缓冲放料件3的压力,所述放料件3具体呈板状,用于确保放料件3对多个检测件2的压力均匀,所述放料件3上设置有定位组件4,用于将放料件3上的零件定位,所述底板1上设置有动力件6,所述插入件8通过安装板7与动力件6的旋转杆连接,所述插入件8与放料件3位置相对应,所述插入件8关于放料件3对称,所述动力件6和检测件2均与外部控制系统电性连接。
18.所述检测件2和缓冲件5均有多个,用于确保放料件3受力均匀,确保检测的精准性,所述放料件3的截面具体为长方形,用于确保多个检测件2受力均匀,实现检测的精准性,所述动力件6为气缸,所述插入件8上设置有弧面9,用于和零件的形状相配合。
19.所述检测件2和缓冲件5位于底板1中部均是均匀分布,用于确保多个检测件2受力均匀,实现检测的精准性,所述放料件3与底板1平行,所述动力件6具体为旋转气缸,用于带动插入件8运动插入零件上面的弧槽内,所述插入件8的截面具体为球冠状,用于和零件的形状相配合。
20.所述检测件2为传感器,所述定位组件4包括多个尺寸不全部相同的定位柱,所述缓冲件5为弹性元件。
21.所述检测件2具体为压力传感器,用于检测放料件3的压力变化,所述缓冲件5具体为弹簧。
22.本实用新型的工作原理为:当开始加工工作前,外部搬运机构将需要加工的零件搬运到放料件3上,在此过程中定位组件4上的多个定位柱均插入零件上的孔位内,此时零件被精准定位,此时零件通过放料件3将缓冲件5部分压缩并对检测件2产生压力,检测件2将压力信号传输给外部控制系统,进而在外部控制系统的控制下动力件的工作带动插入件旋转运动插入零件上方的弧槽内,完成零件的彻底定位;进而外部刀具开始对零件进行加工,当加工结束后外部的气枪对零件清洁将残屑吹走,此时零件的重量减轻,放料件3对检测件的压力减小,检测件2将压力信号传输给外部控制系统,外部控制系统根据两次压力信号的差别判断零件是否完全加工,有无漏加工的现象;检测结束后首先在外部控制系统的控制下动力件带动插入件远离零件,进而外部搬运机构将零件搬运到指定位置处,并将新的零件搬运到放料件3上,重复上述工序直到工作结束。
23.上述实施例用于对本实用新型作进一步的说明,但并不将本实用新型局限于这些具体实施方式。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应理解为在本实用新型的保护范围之内。
技术特征:
1.一种零件加工完成检测式定位装置,其特征在于:包括底板(1)、检测件(2)、放料件(3)以及插入件(8);所述检测件(2)具体位于底板(1)上,所述放料件(3)通过缓冲件(5)与底板(1)活动连接,所述放料件(3)具体呈板状,所述放料件(3)上设置有定位组件(4),所述底板(1)上设置有动力件(6),所述插入件(8)通过安装板(7)与动力件(6)的旋转杆连接,所述插入件(8)与放料件(3)位置相对应,所述插入件(8)关于放料件(3)对称。2.根据权利要求1所述的一种零件加工完成检测式定位装置,其特征在于:所述检测件(2)和缓冲件(5)均有多个,所述放料件(3)的截面具体为长方形,所述动力件(6)为气缸,所述插入件(8)上设置有弧面(9)。3.根据权利要求2所述的一种零件加工完成检测式定位装置,其特征在于:所述检测件(2)和缓冲件(5)位于底板(1)中部均是均匀分布,所述放料件(3)与底板(1)平行,所述动力件(6)具体为旋转气缸,所述插入件(8)的截面具体为球冠状。4.根据权利要求1所述的一种零件加工完成检测式定位装置,其特征在于:所述检测件(2)为传感器,所述定位组件(4)包括多个尺寸不全部相同的定位柱,所述缓冲件(5)为弹性元件。5.根据权利要求4所述的一种零件加工完成检测式定位装置,其特征在于:所述检测件(2)具体为压力传感器,所述缓冲件(5)具体为弹簧。
技术总结
本实用新型涉及一种零件加工完成检测式定位装置,包括底板、检测件、放料件以及插入件;所述检测件具体位于底板上,所述放料件通过缓冲件与底板活动连接,所述放料件具体呈板状,所述放料件上设置有定位组件,所述底板上设置有动力件,所述插入件通过安装板与动力件的旋转杆连接,所述插入件与放料件位置相对应,所述插入件关于放料件对称。本实用新型提供一种零件加工完成检测式定位装置,降低了装置成本,提高了检测效率,减少了中间搬运工序,节约了生产成本。节约了生产成本。节约了生产成本。
技术研发人员:徐溪
受保护的技术使用者:昆山百兴德精密电子科技有限公司
技术研发日:2022.02.21
技术公布日:2022/10/4
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1